�C(j��)�^(q��)
��(bi��o)�}: һ�N�µ��O(sh��)Ӌ(j��)����������T���ijߴ羫������Ч���^������ [��ӡ���]
����: �b�����ZBJZ �r(sh��)�g: 2021-9-6 14:34
��(bi��o)�}: һ�N�µ��O(sh��)Ӌ(j��)����������T���ijߴ羫�����Ч���^���������
���˽�����������a(ch��n)�ɱ��ͼӹ��ɱ�������(y��ng)���ý������μ��g(sh��)��������N�·����ͼ��g(sh��)�dz�Ҋ����������о���Ҫ�������Π���ƺͿɿ��Է��档�T���s�׳ߴ�ľ��ȿ����ǽ������ξ��ȿ����I(l��ng)���в���ȱ�ٵĭh(hu��n)��(ji��)����T�����տs�^�̿����ܵ�ģ�ߺ���о�ȽY(ji��)��(g��u)�ęC(j��)е���衣��ͬ�Y(ji��)��(g��u)���T�������ܵ���ͬ�̶ȵļs�������裩���������Џ�(f��)�s�Y(ji��)��(g��u)���T�����ܾ��о��в�ͬ�̶ȼs���ľֲ��Y(ji��)��(g��u)�������������T���s�׳ߴ�Ŀ����������������T���ijߴ羫��������Ҫ�����µ��O(sh��)Ӌ(j��)����������
���n�}��ZL205A�Ͻ���о����ϣ�����Campbell J�T���ߴ�����а����ܶȵ��O(sh��)Ӌ(j��)��������̽ӑ�T���ֲ������ܶȌ�(du��)���γߴ羫�ȿ��Ƶ�Ӱ푡�ͨ�^��(du��)���y(t��ng)��(j��ng)�(y��n)�O(sh��)Ӌ(j��)��������w�����O(sh��)Ӌ(j��)�;ֲ������O(sh��)Ӌ(j��)���N�����ı��^���ó�������T���ߴ��O(sh��)Ӌ(j��)���Ʒ���������
1 ԇ�(y��n)���ϼ�����1.1 ԇ�(y��n)���ϼ�ģ��
�� ��ZL205A�X�Ͻ����β��ϣ����Ô�(sh��)ֵģ�M�����о��տs����Ҫ������������о��T���տs�ߴ�ľ��_�O(sh��)Ӌ(j��)������ZL205A�Ͻ�Ļ��W(xu��)�ɷ�Ҋ��1��

1.2 �T���տs�ߴ�Ă��y(t��ng)�O(sh��)Ӌ(j��)����
�� �T���տs��ָ�ľ����տs��ʼ�ضȣ���Һ��������֦����ɹǼ��_ʼ���й̑B(t��i)���|(zh��)�r(sh��)�Ĝضȣ����Ҝص���s�^���еľ����տs������T���տs�c�T��Ͻ����텢��(sh��)���տs�ضȷ������T���ĽM���ͼs���̶����P(gu��n)��
�� �μ�С�������a(ch��n)�Ĵ����T��������T���տs�ʵ��x��һ����Ҫ�S�����O(sh��)Ӌ(j��)��(j��ng)�(y��n)���Ԡ����T�����Ȟ���r(ji��)��������y(t��ng)���O(sh��)Ӌ(j��)��������Ӌ(j��)�㷽������T���ߴ�С�ă�(y��u)�c(di��n)��ȱ�c(di��n)���O(sh��)Ӌ(j��)���ȵ�����e���ڿs��(f��)�s����r�����������y�_���T���Ŀs���ʣ�̽��һ�N���������(zh��n)�_���O(sh��)Ӌ(j��)������y����K�s�ף���(du��)����T���s�׳ߴ羫�Ⱦ�����Ҫ���x����
1.3 �������w���j(lu��)�ܶȵ��T���տs�ߴ��O(sh��)Ӌ(j��)
�� ͨ�^��������ܶ�������Զ��������T���ڲ�ͬģ�����տs�r(sh��)�ĽY(ji��)�������龫�_�O(sh��)Ӌ(j��)�տs���ṩ�˿�����������j(lu��)�ܶ���ָ����(j��)�T�����|(zh��)��������T���������İ��j(lu��)�w�e�������֮�g�ı��ʞ���j(lu��)�ܶȣ�
�� �����ܶȿ��Զ��������T���տs�^���еļs���̶��������T���տs���c�T���տs�^���еļs���̶��������P(gu��n)�������T���տs���c�T�������ܶ�֮�g����һ���ĺ���(sh��)�P(gu��n)ϵ�������O(sh��)Ӌ(j��)�˲�ͬ���j(lu��)�ܶȵĽY(ji��)��(g��u)��Ҋ�D1���������M(j��n)���˔�(sh��)ֵģ�Mԇ�(y��n)�������������D2��ʾ����
�D1 ��ͬ���j(lu��)�ܶȽY(ji��)��(g��u)
��a����'=1.015 g/cm3;��b����'=1.804 g/cm3;
��c����'=2.371 g/cm3;��d����'=2.709 g/cm3;��e����'=2.820 g/cm3
�D2 ���j(lu��)�ܶ��c�տs�ʵĔM������
1.4 ���ھֲ����j(lu��)�ܶȵ��T���տs�ߴ���O(sh��)Ӌ(j��)
�� �����T���İ����ܶȁ������T�����̳����^���еļs���̶���һ�N�µ�˼·����������������K�տs�ṩ��˼·�ͷ����������T����ͬ��λ�Ķ�����r��ͬ����(d��ng)�������w�T���İ��j(lu��)�ܶ��O(sh��)Ӌ(j��)�r(sh��)��������Ȼ�o�T��һ��(g��)�̶����տs�������@����������ӳ�ֲ������տs��������c���y(t��ng)���տs�O(sh��)Ӌ(j��)�����ϛ]�Ѕ^(q��)�e���
�� ����(j��)�տs�����侀�ָ��(du��)ԇ�(y��n)?z��i)��͵İ��j(lu��)���M(j��n)�зָ����(j��)ÿ��(g��)�ָ�^(q��)��İ��j(lu��)���ܶ��������ֲ����j(lu��)���ܶ������Y(ji��)�ϰ��j(lu��)���ܶ��c�տs��֮�g��������������o���ָ�^(q��)���(n��i)�_�����տs����������(sh��)�T���Y(ji��)��(g��u)�����������տs����K�տs���տs�О顣��D3��ʾ������O(sh��)Ӌ(j��)�ɶ������տs�̓�(n��i)�������տs���T��ģ��������������T���ľֲ����j(lu��)��Ҋ�D4����
�D3 ģ�Mģ��ʾ��D
��a���T�������S���w�D (b)�T���Ķ��Sƽ��D
�D4 �T���ֲ����j(lu��)�ܶȵĄ���ʾ��D
2 ӑՓ�� ����(j��)�D4������քe��(du��)���M(j��n)���T���տs�ʂ��y(t��ng)��(j��ng)�(y��n)�O(sh��)Ӌ(j��)�����w���j(lu��)�O(sh��)Ӌ(j��)�Լ��ֲ����j(lu��)�O(sh��)Ӌ(j��)������Ȼ������ģ�Mܛ���M(j��n)��ģ�M����Ķ��@��ģ���տs��ijߴ��������
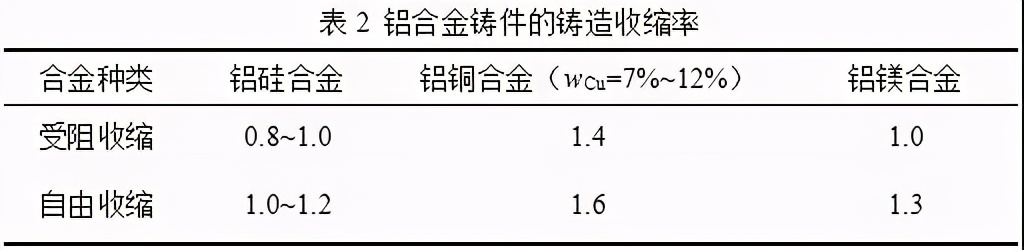
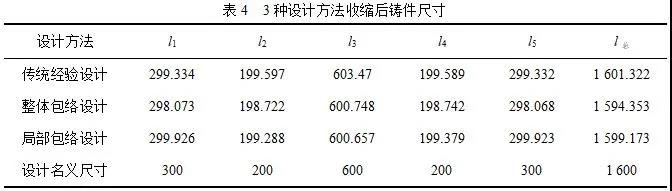
�� ���y(t��ng)��(j��ng)�(y��n)�O(sh��)Ӌ(j��)������������T���փ���ZL205A�T���X�Ͻ�ij��ÿs�����֪ԓ�ߴ��T����ɰ���T���еij��ÿs��Ҋ��2��������ZL205A�Ͻ���Cu������4.6~5.5%������ʶ��x��s�ߞ�1.3%����O(sh��)Ӌ(j��)����T���L�ȷ���ߴ电(sh��)ֵҊ��4�����
�� ���w���j(lu��)�O(sh��)Ӌ(j��)��������Ӌ(j��)���T�������w�տs���������ȵ�֪��ԓ�T��ģ�͵İ��j(lu��)�w�e������s��2.84��108 mm3��ͨ�^ʽ(2)Ӌ(j��)��ԓģ�͵����w���j(lu��)�ܶȞ�1.509 g/cm3���������ͨ�^ʽ(3)Ӌ(j��)�����w���j(lu��)�ܶ�����(du��)��(y��ng)���T���տs�ʞ�0.856%������ٸ���(j��)Ӌ(j��)��õ����T���տs�ʌ�(du��)���wģ���M(j��n)���O(sh��)Ӌ(j��)������O(sh��)Ӌ(j��)����T���ߴ�Ҋ��4���
�� �ֲ����j(lu��)�O(sh��)Ӌ(j��)����������(j��)�����օ^(q��)��İ��j(lu��)�ܶ�������Y(ji��)��ʽ(3)Ӌ(j��)��ó����ֲ����j(lu��)�w���տs�ʣ�Ҋ��3����������(j��)�����T��Ŀ��(bi��o)��λ���տs���c��(du��)��(y��ng)���տs�O(sh��)Ӌ(j��)����T���ߴ�Ҋ��4������

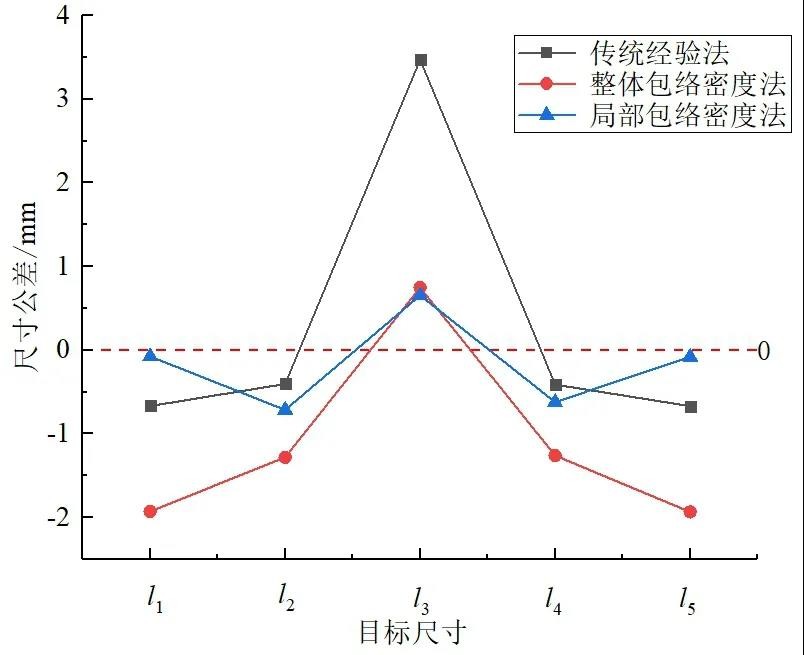
�� �D6�@ʾ�����N�O(sh��)Ӌ(j��)�����տsģ�M���T����Ŀ��(bi��o)�ߴ�Ĺ���ֲ������������Կ��������N�O(sh��)Ӌ(j��)�����@�õijߴ繫��ֲ����㹫��܇����������������ھֲ����j(lu��)�ܶ��O(sh��)Ӌ(j��)�����γɵ��T���ߴ繫�����һ�µģ������ɷN�����ĽY(ji��)����(y��n)��ƫ�x�㹫������
�� �ɴ˿�Ҋ����������Â��y(t��ng)�Ľ�(j��ng)�(y��n)�տs���O(sh��)Ӌ(j��)�������Ա��C�T���ij��γߴ����Ҏ(gu��)��Ҫ����(j��ng)�(y��n)��(sh��)��(j��)�Ĝy����Ҫ������ԇ�(y��n)�^����������y(t��ng)�Ľ�(j��ng)�(y��n)�O(sh��)Ӌ(j��)�������O(sh��)Ӌ(j��)�T���տs�ʵ��O(sh��)Ӌ(j��)�������������˰��j(lu��)�ܶȷ��������T���տsӋ(j��)���^��������������]���T���տs�^���еļs�����أ��ϵK��������(d��ng)�T��ijЩ��λ�ļs���̶ȴ������@��r(sh��)������ʹ�ô˷������ܕ�(hu��)��(d��o)���^��ijߴ��`�
�D6 �տs���T���ߴ繫������
3 �Y(ji��)Փ�����һ�N�O(sh��)Ӌ(j��)�T���s�ֲ����j(lu��)�ܶȵ��·���������@�N������������T���ijߴ羫�����������ھֲ����j(lu��)�ܶȵ��O(sh��)Ӌ(j��)������һ�N�܉������ֲ��s��Ӱ���������T���ֲ��ߴ羫�ȵ��O(sh��)Ӌ(j��)�����������ԓ�O(sh��)Ӌ(j��)����������������������пɲ�������������ھֲ����j(lu��)�ܶȵ��O(sh��)Ӌ(j��)������(du��)�T���s�׳ߴ羫�ȵĿ���Ч����ã���(y��u)�������ɷN�O(sh��)Ӌ(j��)��������
����: �h(yu��n)�� �r(sh��)�g: 2021-9-8 03:19
���x���������������
����: ��955 �r(sh��)�g: 2021-9-8 09:41

����: �b�����ZBJZ �r(sh��)�g: 2021-9-8 16:29

| �gӭ���R �C(j��)е��^(q��) (http://www.mg7058.com/) |
Powered by Discuz! X3.4 |