機械社區(qū)
標題: 面向裝配的設計 [打印本頁]
作者: twq19810302 時間: 2023-9-27 13:33
標題: 面向裝配的設計
本帖最后由 twq19810302 于 2023-9-27 13:34 編輯
01.裝配中的人機工程學
人機工程學是從人的能力�、極限和其他生理及心理特性出發(fā)���,研究人�、環(huán)境的相互關系和相互作用的規(guī)律,以優(yōu)化人���、機�����、環(huán)境以及提高整個系統(tǒng)效率的一門科學���。
在產(chǎn)品設計中,產(chǎn)品設計工程師必須考慮人的生理和心理特性��,使得操作人員更容易�����、更方便、更有效率地進行操作�,提高裝配效率,同時提高裝配過程中的安全性�、降低操作人員的疲勞度和壓力、增加操作人員的舒適度�。
對于面向裝配的人機工程學,產(chǎn)品設計時必須考慮到以下各個方面�。
1. 避免視線受阻的裝配
2. 避免裝配操作受阻的裝配
在進行裝配操作時�����,操作人員會有諸多如抓取零件����、移動零件、放置零件��、固定零件等動作��。產(chǎn)品設計應當為這些動作提供足夠的操作空間���,避免受到阻礙�,從而造成裝配錯誤甚至造成裝配無法進行�����。
3. 避免操作人員(或消費者)受到傷害
在產(chǎn)品裝配過程中必須保障操作人員(或消費者)的安全,不正確的產(chǎn)品設計很可能給操作人員(或消費者)的人身造成傷害���。因此����,對于機箱中的操作人員(或者消費者)容易接觸的邊角�����,在產(chǎn)品設計中必須增加壓飛邊工序���,以保障操作人員(或消費者)的安全����。
4. 減少工具的使用種類��,避免使用特殊的工具
裝配線上工具的種類過多會增加裝配的復雜度���,同時會造成操作人員使用錯誤的工具�����,引起產(chǎn)品裝配錯誤�����。
5. 設計特征輔助產(chǎn)品的裝配
操作人員的推����、拉、舉�����、按等施力動作都有一定的極限���,當產(chǎn)品的裝配所需要操作人員的施力超出極限或者容易造成操作人員疲勞,應當通過產(chǎn)品設計減少產(chǎn)品裝配過程中所需要的施力���,輔助產(chǎn)品的裝配��。
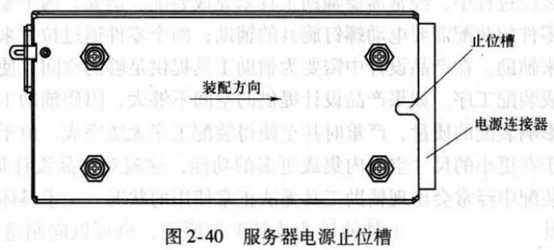
02.為重要部件設計裝配止位特征
產(chǎn)品中一般都包括很重要但同時又很脆弱的零部件��,如電腦中的硬盤����、電源以及一些印刷電路板,這些零部件極容易損壞�����,產(chǎn)品設計時需要確保這些重要的零部件在裝配和使用過程不被損壞����。最容易發(fā)生的失效方式是這些重要零部件裝配到正確位置后,由于操作人員或者消費者用力不當�����,使得零部件繼續(xù)前進��,碰到其他零部件而損壞����,因此,有必要在產(chǎn)品中設計止位特征�,阻止重要零部件裝配到正確位置后繼續(xù)前進。
在另外一種情況下�����,產(chǎn)品設計也需要阻止零件裝配到正確位置后繼續(xù)前進,防止損壞已經(jīng)裝配好的其他零部件����。
03.先定位后固定
零件的裝配如果先定位后固定,在固定之前零件自動對齊到正確位置�,這能夠減少裝配過程的調(diào)整,大幅度提高裝配效率�。
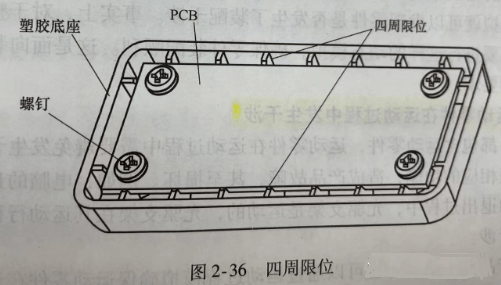
1. 四周增加限位
在塑膠底座的四周增加限位,在固定之前使得PCB自動對齊到正確位置��。需要注意的是�,PCB與塑膠四周的限位間隙不可太小,否則容易造成PCB過約束���;同時限位間隙不可太大����,否則沒有定位效果�。
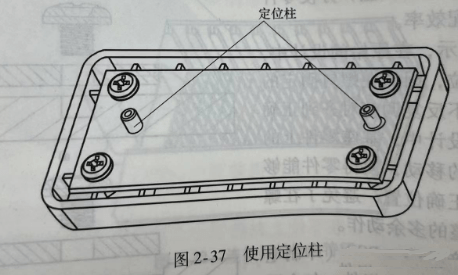
2. 使用定位柱
使用定位柱(如果導向柱的精度較高��,導向柱也可以被當成定位柱使用)��,在螺釘固定之前使PCB自動對齊到正確位置�。對于鈑金件來說,在鈑金件上鉚接定位螺柱可以起相同的作用。推薦這種方法���,因為定位柱或者定位螺柱的尺寸公差比較容易控制��,這種固定方法可以使得PCB的裝配位置精確度比較高��。
04.裝配方向/導向特征
減少零件裝配方向
零件的裝配方向可分為六個:從上至下��,從側(cè)面進行裝配(前后左右)��,從下至上的進行裝配����。
1. 零件裝配的方向越少越好
對于產(chǎn)品裝配來說��,零件的裝配越少越好����,最理想的裝配只有一個裝配方向。裝配方向過多造成在裝配過程中對零件進行移動�、旋轉(zhuǎn)和翻轉(zhuǎn)等動作,降低零件的裝配效率�����,使得操作人員容易產(chǎn)生疲憊,同時零件的移動��、旋轉(zhuǎn)和翻轉(zhuǎn)等動作容易造成零件與操作臺上的設備碰撞而發(fā)生質(zhì)量問題�。只有一個裝配方向的零件裝配操作簡單,對于自動化裝配來說����,這也是最方便的。
2. 最理想的裝配方向
零件的六個基本裝配方向中:
從上至下的裝配�����,可以充分利用重力�,是最理想的裝配方向。
從側(cè)面進行裝配(前后左右)��,是次理想的裝配方向����。
從下至上,由于要克服重量對裝配的影響���,是最差的裝配方向。
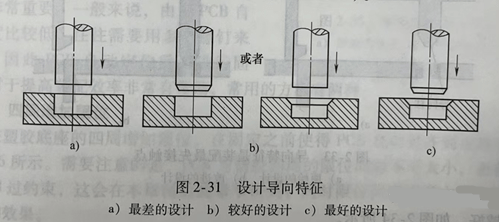
設計導向特征
3. 導向特征的設計
較好的設計是在基準零件上或者插入的零件上增加斜角導向特性�����,這樣能夠使得裝配過程順利進行。當然���,最好的設計是在基準零件上和插入的的零件上均增加斜角導向特征���,這樣的零件插入阻力最小,裝配過程最為順利����,同時對零件的相應的尺寸也可以允許寬松的公差。
4. 導向特征應該是最先接觸點
在裝配時��,導向特征應該最先于零件的其他部分與對應的裝配件接觸�,否則,不能起到導向作用�。
5. 導向特征越大越好
導向特征越大,越能容忍零件的尺寸誤差�,越能減少裝配時的調(diào)整與對齊,導向效果越好�����。
05.避免裝配干涉
1. 避免零件在裝配過程發(fā)生干涉
避免零件在裝配過程中發(fā)生干涉是產(chǎn)品最基本����、最簡單的常識��,但這也是產(chǎn)品設計工程師最容易犯的錯誤之一�����。零件的裝配過程應該很順利�,裝配過程不應該出現(xiàn)阻擋和干涉的情況�。避免這樣的錯誤很簡單,產(chǎn)品設計工程師在三維設計軟件中進行簡單的產(chǎn)品裝配過程動態(tài)模擬就可以發(fā)現(xiàn)零件是否發(fā)生了裝配干涉�。
2. 避免運動零件在運動過程中發(fā)生干涉
很多產(chǎn)品都包含運動零件,運動零件在運動過程中需要避免發(fā)生干涉����,否則會阻礙產(chǎn)品實現(xiàn)相應的功能,造成產(chǎn)品故障甚至損壞����。對此產(chǎn)品設計工程師也可通過運動過程莫您確保運動零件在運動過程中暢通無阻,避免發(fā)生運動干涉��。
3. 避免用戶在使用過程發(fā)生干涉
產(chǎn)品設計工程師也需要考慮在產(chǎn)品的具體使用過程中零部件的干涉問題�����,避免用戶在使用產(chǎn)品時發(fā)生干涉問題�。
4. 為輔助工具提供空間
零件在裝配過程中,經(jīng)常需要輔助工具來完成裝配��。在產(chǎn)品設計中需要為輔助工具提供足夠的空間����,使得輔助工具能夠順利完成裝配工序。
06.寬松的零件公差要求
人們常常誤以為嚴格的零件公差就可以提高產(chǎn)品質(zhì)量�,而為了提高產(chǎn)品的質(zhì)量,唯一途徑是通過對零件公差做出嚴格的要求�。事實上,嚴格的零件公差只能表示單個的零件生產(chǎn)質(zhì)量高��,并不一定表示產(chǎn)品質(zhì)量高�,產(chǎn)品質(zhì)量只能通過產(chǎn)品裝配才能體現(xiàn)出來。但是����,零件公差越嚴格,零件制造成本就越高����,產(chǎn)品的成本就越高。
嚴格的零件公差要求意味著:
1. 更高的模具費用
2. 更精密的設備和儀器
3. 額外的加工程序
4. 更長的生產(chǎn)周期
5. 更高的不良率和返工率
6. 要求更熟練的操作員和對操作員更多的培訓
7. 更高的原材料質(zhì)量要求及其產(chǎn)生的費用
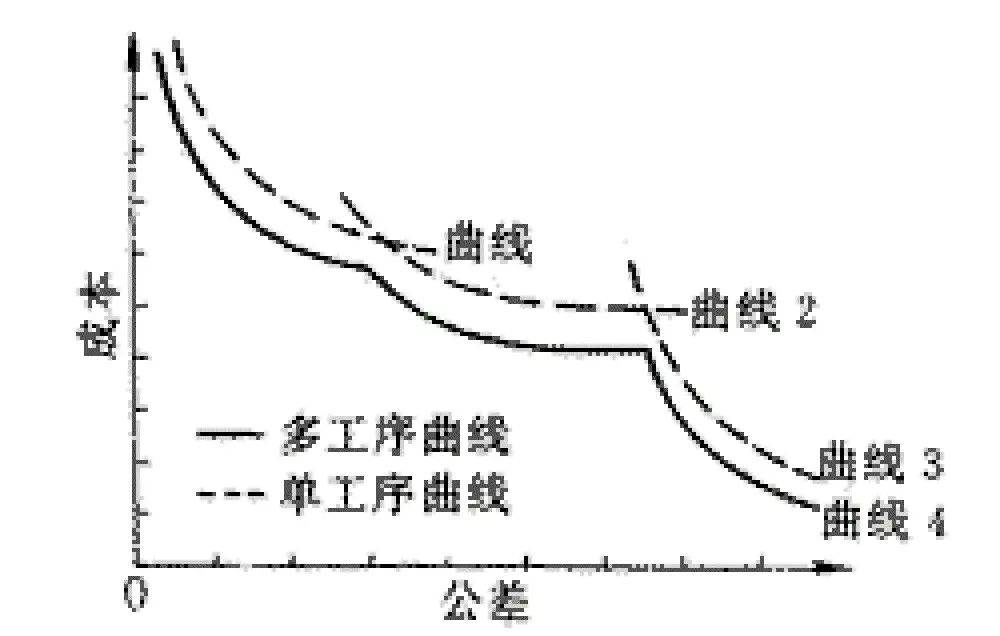
在傳統(tǒng)機械加工過程中�,零件的公差與成本的關系如圖所示����,可以看出�����,零件的公差要求越高���,零件的成本就越高����。
同樣的道理�,零件之間的產(chǎn)品裝配公差越嚴格,裝配質(zhì)量管控要求越高����、裝配不良率越高、裝配效率越低�,裝配成本就越高。
因此����,在滿足產(chǎn)品功能和質(zhì)量的前提下,面向裝配的產(chǎn)品設計應當允許寬松的零件公差要求,從而降低產(chǎn)品的制造成本��。
那么���,如何進行產(chǎn)品設計才能使得產(chǎn)品裝配允許寬松的公差要求呢�?
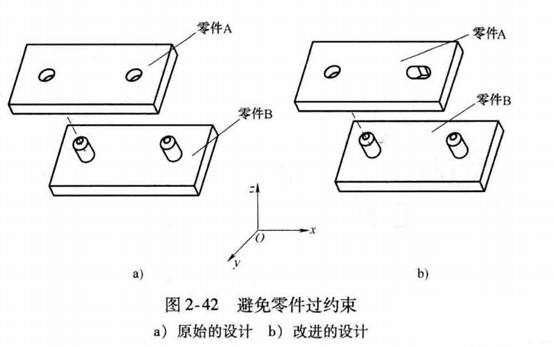
1.設計合理的間隙
設計合理的間隙���,防止零件過約束,避免對零件尺寸的不必要的公差要求��。不合理的零件間隙設計會帶來零件不合理的公差要求����。
2.簡化產(chǎn)品裝配關系
簡化產(chǎn)品裝配關系,減少尺寸鏈的數(shù)目從而減少累計公差���。在同一個尺寸鏈中���,尺寸數(shù)目越多,最終所帶來的產(chǎn)品的累計公差就越大���。如果因為產(chǎn)品質(zhì)量和功能的要求����,產(chǎn)品的累計公差不能大于一定數(shù)值,那么就不得不對尺寸鏈的尺寸進行比較嚴格的公差要求�。
3.使用定位特征
在零件的裝配關系中增加可以定位的特征,如定位柱等���,定位特征能夠使零件準確地裝配在產(chǎn)品中����,產(chǎn)品設計只需要對定位特征相關的尺寸公差進行制程管控����,對其他不重要的尺寸就可以允許寬松的公差要求。因此����,對于那些重要的裝配尺寸,在產(chǎn)品最初設計階段就要重點加以關注�����,簡化產(chǎn)品裝配關系���,避免重要裝配尺寸涉及更多的零件�����,從而減少尺寸鏈中尺寸的數(shù)目���,達到減少累計公差的目的����,于是就能夠允許累計有寬松的公差要求��。
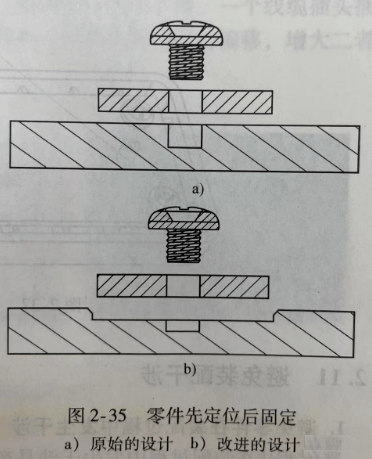
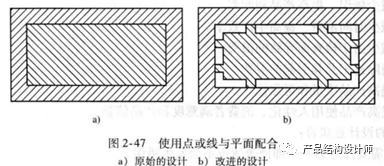
4.使用點或線與平面配合
當兩個零件之間通過平面與平面配合并具有相對運動關系時(可以是裝配過程中的相對運動�����,也可以是使用過程中的相對運動)���,可以使用點或線與平面配合的方式代替平面與平面的配合方式,避免平面的變形或者平面較高的表面粗糙度值阻礙零件的順利運動����,從而可以不對零件的平面度和表面粗糙度提出嚴格的公差要求,繼而允許寬松的公差���,如圖所示�。
07.防止零件欠約束和過約束
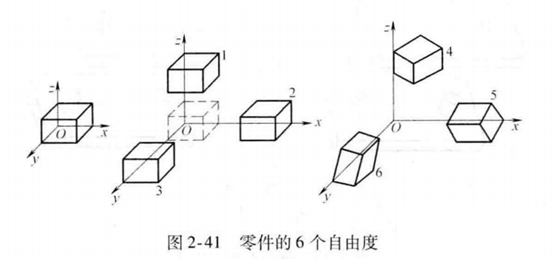
空間上任何一自由體共有6個自由度,分別是3個沿著xyz坐標移動的自由度和繞著3個坐標軸轉(zhuǎn)動的自由度��,如圖所示
1)完全約束:
如果零件在6個自由度上均存在約束����,稱之為完全約束。
2)欠約束:
如果零件在1個或1個以上的自由度不存在約束���,稱之為欠約束�。
3)過約束:
如果零件在1個自由度上有2個或者2個以上的約束�,稱之為零件過約束。產(chǎn)品設計需要避免零件欠約束和過約束����,只有零件完全約束,零件才能在產(chǎn)品中正確的裝配以及行駛應有的功能��。
1.避免零件欠約束:
如果零件欠約束�����,納米零件裝配好后��,零件會在欠約束的自由度方向上出現(xiàn)不該有的運動�����,妨礙零件功能的實現(xiàn)。
值得注意的是��,如果零件尺寸比較大�,那么零件的約束需要盡量覆蓋零件的整個范圍,而不僅僅是在某一個角落對零件進行約束��。
2.避免零件過約束
零件發(fā)生過約束���,要么零件很難進行裝配��,要么產(chǎn)生裝配質(zhì)量問題�����,或者裝配好了之后零件之間存在內(nèi)應力。
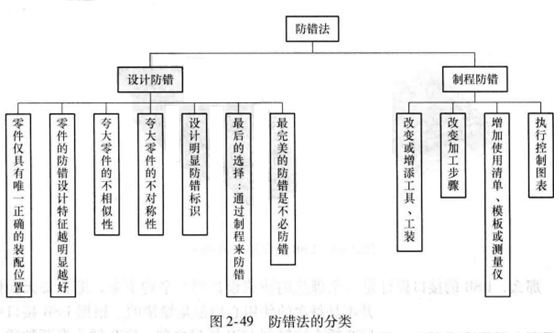
08.防錯的設計
防錯法是指通過產(chǎn)品設計和制造過程的管控來防止錯誤的產(chǎn)生��。
日本豐田公司第一次提出了防錯的概念���。
我國臺灣稱之為防呆法�,顧名思義��,就是一個呆子來裝配也不會產(chǎn)生錯誤。
防錯法能夠達到以下目的:
1)減少錯誤�����、提高產(chǎn)品利潤率�。
2)減少浪費時間、提高生產(chǎn)效率����。
3)減少由于檢查而導致的浪費
4)消除返工及引起的浪費
5)提高產(chǎn)品質(zhì)量和可靠性
6)提高產(chǎn)品使用人性化、消費者滿意度和產(chǎn)品信譽�。
防錯的設計意味著:
不需要注意力——即使疏忽也不會發(fā)生錯誤。
不需要經(jīng)驗和知覺——外行人也可以做��。
不需要專門知識——誰做都不會出錯����。
不需要檢查——第一次就把事情做好。
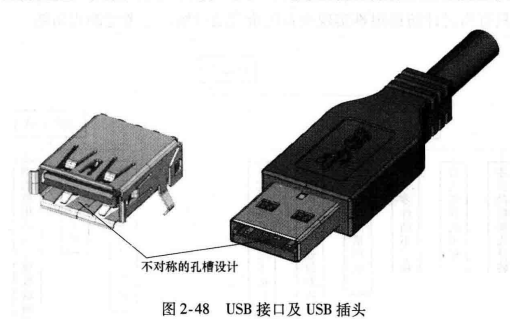
防錯設計的對象包括兩種:
單個零件本身的防錯����,即零件在正確的裝配位置旋轉(zhuǎn)一定角度后,例如90°180°��,等�����,零件是否還可以繼續(xù)裝配。
零件與零件之間的防錯���,一個零件在產(chǎn)品中應當只能在一個裝配位置裝配����,如果一個零件在另外一個裝配位置也可以進行裝配�,那就會帶來裝配錯誤問題。
作者: FKUEDEJXSQ2 時間: 2023-9-27 13:53
感謝分享
作者: 喂我袋鹽 時間: 2023-9-27 14:02
應該是面向降低成本的設計��。
作者: FKUEDEJXSQ2 時間: 2023-10-10 08:27
不錯
| 歡迎光臨 機械社區(qū) (http://www.mg7058.com/) |
Powered by Discuz! X3.4 |