|
<center id="j0qvn"></center>|
|
|
<abbr id="j0qvn"></abbr> | C(jš©)еÉç
^(qš±)
Ë(biš¡o)î}: ß@3üc(diš£n)ÔEž[���£¬±£³ÖÜÉíÙ|(zhš¬)Á¿³ÖÀm(xšŽ)žÄßM(jš¬n) [ŽòÓ¡±Ÿí(yšš)]
×÷Õß: jiajoin r(shšª)ég: 2018-7-27 09:46
Ë(biš¡o)î}: ß@3üc(diš£n)ÔEž[£¬±£³ÖÜÉíÙ|(zhš¬)Á¿³ÖÀm(xšŽ)žÄßM(jš¬n)
ÆûܵĹŠÄÜ(shšª)¬F(xiš€n)ºÍÍâÓ^³Ê¬F(xiš€n)¶Œëx²»é_(kš¡i)ÜÉí³ßŽç¿ØÖÆ�£¬ÆäÓ°íÒòËØ°üÀš_ºŒþ³ßŽç¡¢AŸß�����¡¢ºžœÓ¹€Ë�¡¢ÈËT²Ù×÷¡¢°üÑbß\(yšŽn)Ý?shšŽ)È����¡£ÔÚ_ºŒþí(lš¢i)Áϳߎç·(wš§n)¶š¡¢ºžœÓ¹€ËŽ_¶šµÄÇérÏÂ�����£¬±£³ÖAŸß³ÖÀm(xšŽ)žÄßM(jš¬n)³ÉéÖ÷ÒªµÄœâQ·œ·š¡£
žÄßM(jš¬n)Ò»£ººÏÀí²ð·Ö¹€Ë
ÿ(gšš)ÜÐÍÒ»°ãþ(huš¬)ÔڌȶšµÄÊÐö(chš£ng)îA(yšŽ)ÆÚÏÂÖƶšÉú®a(chš£n)ŸVîI(lš«ng)�����£¬žùþ(jšŽ)Éú®a(chš£n)ŸµÄ×ÔÓ(dš°ng)»¯³Ì¶ÈßM(jš¬n)Ðй€Ë²ð·Ö�£¬ÔÚ¹€Ðò¹(jišŠ)ÅÄÆœºâµÄÇ°ÌáÏ£¬ßÒª¿Œ]ÊÇ·ñŠ(duš¬)¿ØÖÆÁãŒþêP(guš¡n)æI³ßŽçÓÐÀû�����¡£
D1
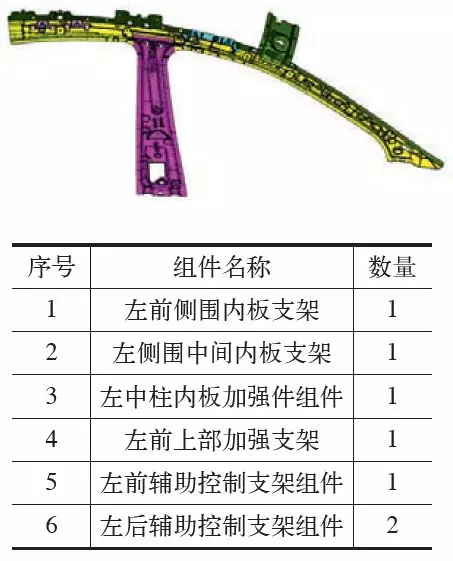
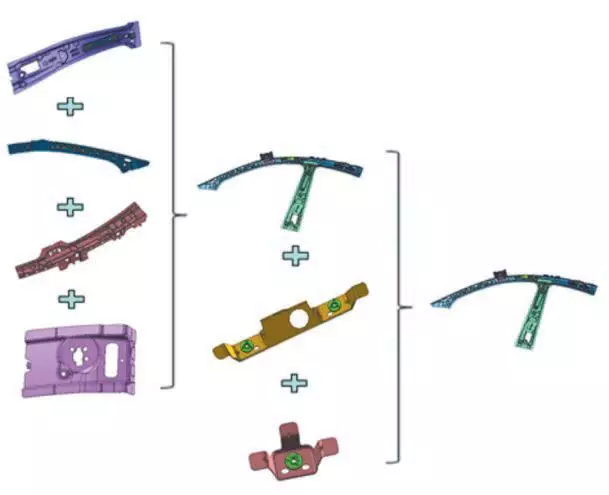
°žÀýÒ»£ºÄ³ÜÐ͵ÄÈ(cšš)úÈ(nšši)°åŒÓ(qiš¢ng)ŒþºÍ²¿ŒþœM³ÉÈçD1�£¬Ä®a(chš£n)Æ·DÓí(lš¢i)¿Ž£¬É(gšš)Ö÷¶šÎ»»ùÊ(zhš³n)·ÖeÔÚ1Ì(hš€o)œMŒþºÍ3Ì(hš€o)œMŒþÉÏ���¡£
D2
êP(guš¡n)æI³ßŽç£ºÁãŒþÓÐ2ÌÖØÒªÑbÅäüc(diš£n)£¬Ç°°ÑÊÖÖ§ŒÜ£š×óÈ(cšš)éÑÛçRºÐ£©ºÍºó°ÑÊÖÖ§ŒÜ�£¬Èç¹ûλÖöȻòÆœÃæ¶ÈÓÐ(wššn)î}£¬þ(huš¬)Ó°íµœÑÛçRºÐ»ò°ÑÊÖÖ§ŒÜµÄ»Ø���¡£
D3
D4
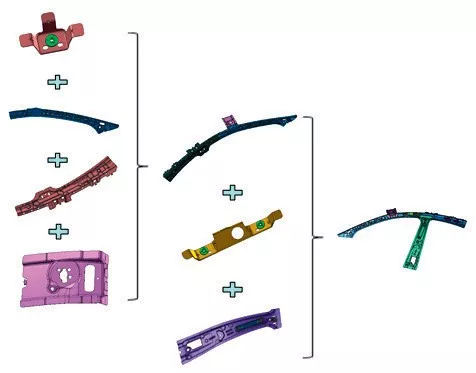
ÈçD5ËùÊŸ���£¬Ê׎ι€Ë²ð·Ö·œ°ž£¬OP10ºžœÓ1×óÇ°È(cšš)úÈ(nšši)°åÖ§ŒÜ���¡¢2×óÈ(cšš)úÖÐégÈ(nšši)°åÖ§ŒÜ��¡¢4×óÇ°Éϲ¿ŒÓ(qiš¢ng)Ö§ŒÜ��¡¢6×óºóÝoÖú¿ØÖÆÖ§ŒÜœMŒþ�£»OP20ºžœÓ3×óÖÐÖùÈ(nšši)°åŒÓ(qiš¢ng)ŒþœMŒþ¡¢5×óÇ°ÝoÖú¿ØÖÆÖ§ŒÜœMŒþ��¡£
D5
(wššn)î}£ºÔÚOP10¹€ÐòºžœÓr(shšª)���£¬·ÖeÒÔ1Ì(hš€o)œMŒþºÍ2Ì(hš€o)œMŒþµÄÉ(gšš)¿×¶šÎ»�����£¬ÔÚßM(jš¬n)ÐÐOP20¹€ÐòºžœÓr(shšª)�����£¬ÊÇÒÔ1Ì(hš€o)œMŒþºÍ3Ì(hš€o)œMŒþµÄÉ(gšš)¿×¶šÎ»����£¬ÉµÀ¹€Ðò°l(fš¡)Éú»ùÊ(zhš³n)ÞD(zhuš£n)ÒÆ�����£¬§(dš£o)ÖÂ6Ì(hš€o)œMŒþλÖöÈÒ²³ö¬F(xiš€n)Æ«²î¡£
D6
žÄßM(jš¬n)ºó·œ°ž£ºÈçD6ËùÊŸ�����£¬OP10ºžœÓ1×óÇ°È(cšš)úÈ(nšši)°åÖ§ŒÜ�¡¢2×óÈ(cšš)úÖÐégÈ(nšši)°åÖ§ŒÜ¡¢3×óÖÐÖùÈ(nšši)°åŒÓ(qiš¢ng)ŒþœMŒþ�¡¢4×óÇ°Éϲ¿ŒÓ(qiš¢ng)Ö§ŒÜ£»OP20ºžœÓ5×óÇ°ÝoÖú¿ØÖÆÖ§ŒÜœMŒþ���¡¢6×óºóÝoÖú¿ØÖÆÖ§ŒÜœMŒþ�����¡£ß@Ó±£×CÁËÉÏÏÂÐò»ùÊ(zhš³n)¶ŒÅcÁãŒþµÄÖ÷»ùÊ(zhš³n)±£³ÖÒ»ÖÂ���£¬pÉÙÁË»ùÊ(zhš³n)ÞD(zhuš£n)QÔì³ÉµÄ³ßŽçÆ«²î����¡£
œ(jš©ng)ò(yš€n)£ºÍšß^(guš°)ºÏÀíµÄ¹€Ë²ð·Ö£¬±£×CÁãŒþÉÏÏÂÐò»ùÊ(zhš³n)ÅcÁãŒþÖ÷»ùÊ(zhš³n)±£³ÖÒ»ÖÂ�¡£
žÄßM(jš¬n)¶þ£º±£³ÖAŸß»ùÊ(zhš³n)·(wš§n)¶š
Ò»ž±¹€ÑbAŸßÔO(shšš)Ó(jš¬)µÄºÃÅcÄ£¬Ê×ÏÈÒª¿Ž»ùÊ(zhš³n)ßxñ�£¬Èç¹û°ŽÕÕÔO(shšš)Ó(jš¬)é_(kš¡i)°l(fš¡)»ùÊ(zhš³n)×ö(shšª)ëHЧ¹û
s²»ÀíÏë�£¬ÍùÍùÊÇÒò?yš€n)é»ù?zhš³n)œY(jišŠ)(gš°u)²»ºÏÀí��¡£
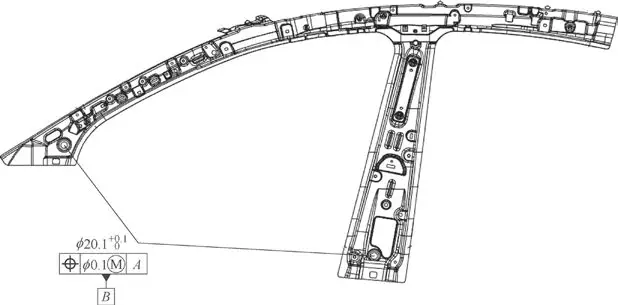
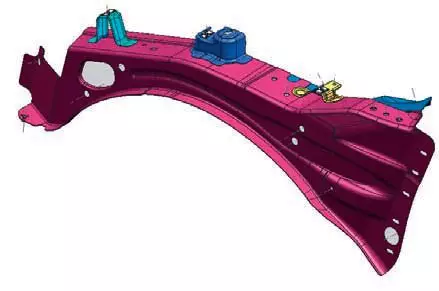
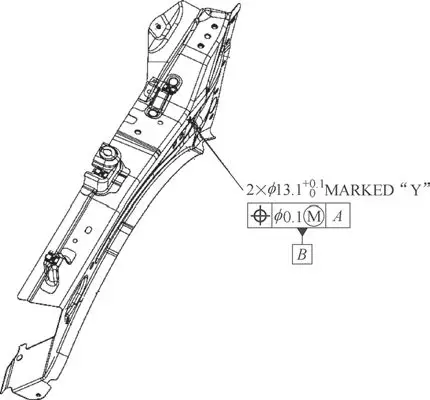
°žÀý¶þ£ºÄ³ÜÐ͵ÄÜÉíÇ°Éϲ¿Ö§ŒÜ£šÒ(jiš€n)D7£©�¡£ÁãŒþDÓÉ(gšš)Ö÷¶šÎ»»ùÊ(zhš³n)ÊÇ13.1mmµÄ¿×¡£
D7
Ô¹€ÑbÔO(shšš)Ó(jš¬)£ºÊ¹ÓÃÖ÷¶šÎ»»ùÊ(zhš³n)2(gšš)¿××ö¶šÎ»����£¬µ«ÔO(shšš)Ó(jš¬)éâž×Éì¿sÐÎÊœµÄ¶šÎ»äN¡£
D8
(wššn)î}£ºâž×Éì¿sÐÎÊœµÄÖ÷¶šÎ»äNÔÚß\(yšŽn)Ó(dš°ng)ß^(guš°)³ÌëmÓÐÏÞ뵫ÈÔŽæÔÚ²»·(wš§n)¶š��£¬²¢ÇÒëSÖøʹÓÎε(shšŽ)Ôö¶à²»·(wš§n)¶šÚ
Ý(shš¬)ÔÚ׎ó���¡£œMºžÔÚÉÏÃæµÄСÁãŒþ±ŸÉíÒ²²ÉÓÃÉì¿sÊœ¶šÎ»äN����£¬ÔÙÅäÉÏÉì¿sÊœÖ÷¶šÎ»���£¬Ôì³ÉµÄ³ßŽç³¬²îÏà®(dš¡ng)Žó�¡£
D9
žÄßM(jš¬n)ºó¹€ÑbÔO(shšš)Ó(jš¬)£º¢Ö÷ówÁãŒþ·ÞD(zhuš£n)90¡ã·ÅÖÃ���£¬ÔÖ÷¶šÎ»ÓÉÉì¿sÊœ¶šÎ»äNžÄ³É¹Ì¶šÊœ¶šÎ»��¡£
œ(jš©ng)ò(yš€n)£ºÁãŒþ¶šÎ»Ö÷»ùÊ(zhš³n)ª(yš©ng)²ÉÓù̶šœY(jišŠ)(gš°u)�£¬·Ç»¬Ó(dš°ng)»òÞD(zhuš£n)Ó(dš°ng)¡£
žÄßM(jš¬n)Èý£º²ÉÈ¡ßm®(dš¡ng)?shšŽ)Äß^(guš°)¶šÎ»
AŸßµÄ¶šÎ»¶àµ(shšŽ)ÊÇÒÀÕÕÁùüc(diš£n)Ôt�£¬ÔÚ(shšª)ëHª(yš©ng)ÓÃÖУ¬Èç¹ûÖ÷ówÁãŒþÔÚij(gšš)·œÏòÉÏÓжšÎ»�����£¬ÄÇÎСÁãŒþÒÀ¿¿ºŸoµœß@(gšš)Ö÷ówÁãŒþí(lš¢i)ÏÞÖÆËüµÄ×ÔÓɶÈ��¡£
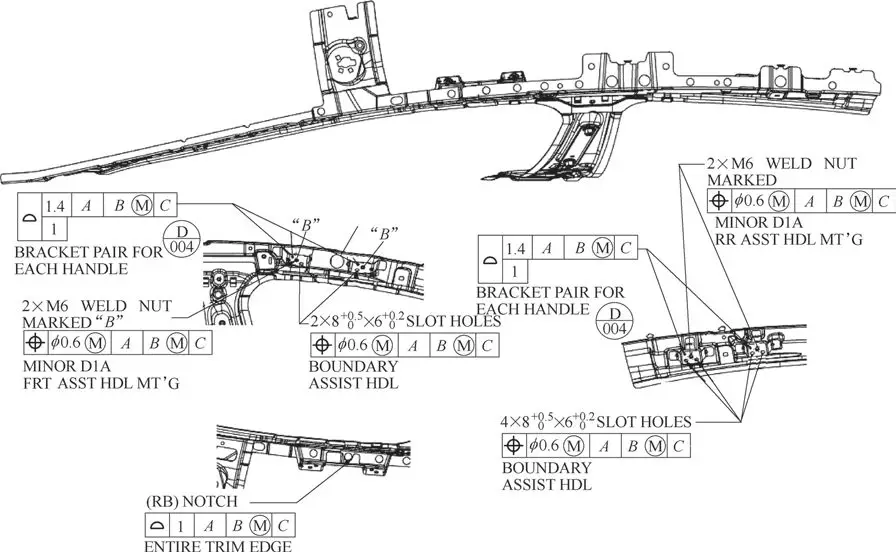
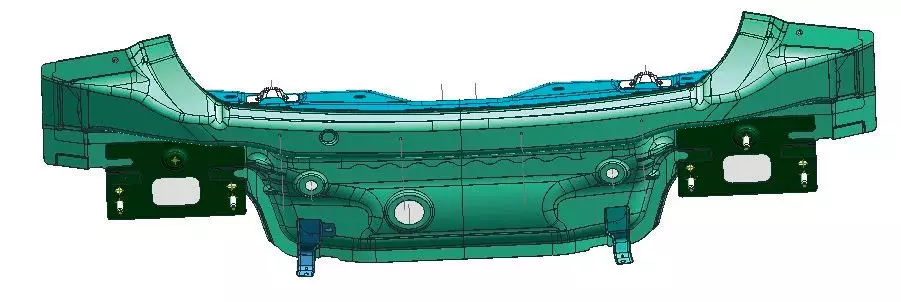
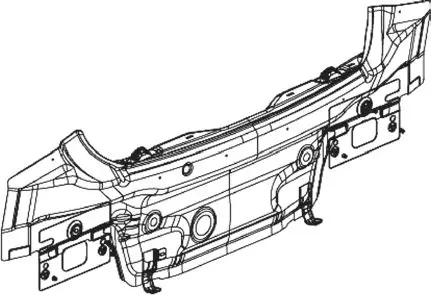
°žÀýÈý£ºÄ³ÜÐ͵Äβ¶Ë°å¿³É£šÒ(jiš€n)D10£©��¡£ÁãŒþDÓ£šÒ(jiš€n)D11£©£ºÎ²¶Ë°åÔÚÜÉíºó²¿�£¬ÊÇÖØÒªµÄœY(jišŠ)(gš°u)ŒþºÍ¹ŠÄÜŒþ£¬ÉÏÃæÉ挰ºÜ¶à°²Ñbüc(diš£n)�����£¬°üÀšºó±£ëU(xiš£n)žÜ�����¡¢Î²ô����¡¢ºó²¿?jš©)?nšši)ï°åµÈ����¡£°²ÑbÖ§ŒÜ¿×λÖöÈÒªÇó0.5mm���¡£
D10
Ô¹€ÑbÔO(shšš)Ó(jš¬)£ºÐ¡Ö§ŒÜÒÔ¶šÎ»äN¶šx¡¢y·œÏò�����£¬zÏò¿¿AŸo·ß
Ãæ�����¡£Ð¡Ö§ŒÜÅcŽóŒþºžœÓÌÒÔ×ÔÓÉ îB(tš€i)�����£¬ÒÔŽóŒþé»ùÊ(zhš³n)�����¡£ß@·NÔO(shšš)Ó(jš¬)·œ°žÀíÕÉÏÖv�����£¬×ÔÓɶÈÊÇÈ«²¿ÏÞÖÆסµÄ�����¡£
(wššn)î}£ºÓÉÓÚС֧ŒÜÅcŽóŒþºžœÓr(shšª)ÊÇ×ÔÓÉ îB(tš€i)£¬ëmÈ»ÓжšÎ»äN¶šÎ»�����£¬ºžœÓºóÒÀÈ»žúÖøÆ¥Åä îB(tš€i)×ß�£¬ŸÍÊÇÕf(shuš)¶šÎ»äN¶šÎ»r(shšª)³ßŽçÊǺϞñµÄ£¬µ«¶šÎ»äNÒƳöºó�£¬Î»Öðl(fš¡)Éú»Ø£¬ºó±£°²Ñb¿×λÖöÈÊŒœK²»·(wš§n)¶š�����¡£
D11
žÄßM(jš¬n)ºó¹€ÑbÔO(shšš)Ó(jš¬)£ºÔÚ¶šÎ»äNµÄ»ùµA(chš³)ÉÏ�£¬ÔÚÁãŒþß
ŸÔöŒÓ¿ÉÕ{(diš€o)ÕûµÄÏÞλK£¬ÓÃí(lš¢i)ŒsÊøС֧ŒÜy·œÏò����¡£ß@Óy·œÏòŸÍÊÇß^(guš°)¶šÎ»µÄ£¬ÔÚºžœÓr(shšª)ŒŽÊ¹Æ¥Åä îB(tš€i)²»ºÃ���£¬µ«Òò?yš€n)éÓÐy·œÏòÏÞλK��£¬Ð¡Ö§ŒÜþ(huš¬)°l(fš¡)ÉúÒ»¶š³Ì¶ÈµÄÐÔ×ÐÎ�����£¬þ(huš¬)pС¿×λÖöȵIJšÓ(dš°ng)��¡£
œ(jš©ng)ò(yš€n)£ºª(yš©ng)±M¿ÉÄÜÏÞÖÆСÁãŒþ×ÔÓɶÈ��£¬±ØÒªÇér¿ÉÒÔß^(guš°)¶šÎ»�����¡£
ÓÉÓÚÜÉíÁãŒþœY(jišŠ)(gš°u)ºÍÉú®a(chš£n)¹€ËµÄ²»Í¬���£¬ÒÔÉÏAŸßžÄßM(jš¬n)°žÀýŸßÓÐÒ»¶šµÄÌØÊâÐÔ£¬µ«Ï£ÍûÔÚžÄßM(jš¬n)ˌ·�¡¢žÄßM(jš¬n)ÔÀíÉÏÓÐһЩ¿ÉÒÔœèèbµÄœ(jš©ng)ò(yš€n)¡£
+ T/ K2 N7 j; D6 g; ?
| gÓ¹âÅR C(jš©)еÉç
^(qš±) (http://mg7058.com/) |
Powered by Discuz! X3.4 |