ôC–Β…γÖ^(q®±)
‰Υν}: 4ΖNΕύΤΖΖNôC–ΆΙ≤ΨÄΦΦ–g��Θ§»γΚΈΏx™ώ����ΘΩ [¥ρ”Γ±Ψμ™]
Ής’Ώ: jiajoin ïrιg: 2018-8-1 09:58
‰Υν}: 4ΖNΕύΤΖΖNôC–ΆΙ≤ΨÄΦΦ–g�Θ§»γΚΈΏx™ώ�����ΘΩ
κS÷χΤϊή΅÷Τ‘λ‰I(y®®)ΒΡοwΥΌΑl(f®Γ)’ΙΘ§Αl(f®Γ)³”ôCΒΡΗϋ–¬?li®Δn)Q¥ζΥΌΕ»Φ”Ωλ�Θ§”Ο”ΎΑl(f®Γ)³”ôC÷Τ‘λΒΡôCΦ”äAΨΏ»α–‘Μ·≥ΧΕ»“Σ«σ“≤‘Ϋ¹μ‘ΫΗΏΓΘ‘ΎΕύΤΖΖNôC–ΆΙ≤ΨÄïr���Θ§“ΜΑψïΰ”ΟΒΫΙ≤”Ο��ΓΔΩλ™Q�����ΓΔκS––Ά–±P�����ΓΔΝψϋcΕ®ΈΜΏ@ΥΡΖNΦΦ–gΖΫΑΗ����Θ§Ώx™ώ÷°«Α–η“ΣÖ^(q®±)³eΏm”ΟàωΨΑΚΆΧΊϋc�ΓΘ
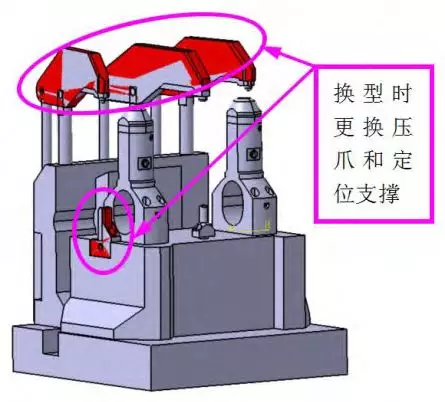
ΖΫΑΗ“ΜΘΚΙ≤”ΟäAΨΏ
‘™ΖΫΑΗΏm”Ο”Ύ™Q≈ζ…ζ°a(ch®Θn)Θ§≥θΤΎΆΕ»κΒΆ��Θ§ΗςôC–ΆΒΡ°a(ch®Θn)ΤΖΆβ–Ά≈cΙΛΥ΅Μυ€ –ηΉν¥σΩ…ΡήΒΡ±Θ≥÷“Μ÷¬�ΓΘäAΨΏΙ≤”Ο «§F(xi®Λn)àωΉν≥Θ Ι”ΟΒΡΖΫ Ϋ�Θ§Φ¥“Σ«σΝψΦΰΆβ–Ά±MΝΩœύΆ§�Θ§‘ΎΝψΦΰ‘O”΄κAΕΈΩΦë]δNΩΉ‘O”΄±ήΉ¨Θ§ΜρäAΨΏ‘O”΄ïr≤…”ΟΩλΥΌ™QδNΫY(ji®Π)‰΄(g®Αu)�Θ§™Q–Άïr™QδNΜρäAΉΠΒ»Θ®»γàD1Θ©ΓΘ
àD1
»γôC–ΆΆβ–Ά‘ ‘S³tΩ…≤…”ΟΩλ™QΉ”Αε¹μΩsΕΧ™Q–ΆïrιgΘ®»γàD2Θ©��ΓΘ
àD2
ΖΫΑΗΕΰΘΚΩλ™QäAΨΏ
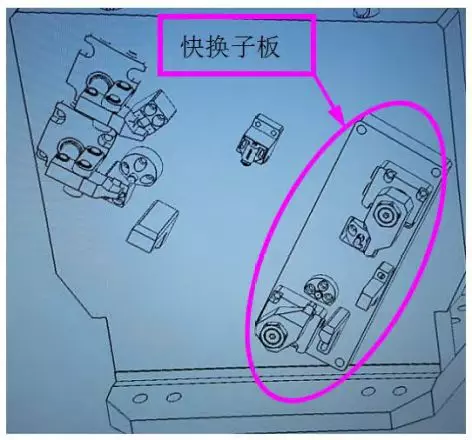
‘™ΖΫΑΗΏm”Ο”Ύ°a(ch®Θn)ΤΖ™Q–Ά÷ήΤΎιL�����Θ§≥θΤΎΆΕΌYΒΆΒΡ«ι¦r��Γ�����ΘΩλ™QäAΨΏ¨Π°a(ch®Θn)ΤΖΆβ–ΆüoΧΊ β“Σ«σ�Θ§÷Μ «α‰¨ΠΡ≥“ΜôC–ΆΒΡ¨Θ”ΟäAΨΏΘ§“ρäAΨΏί^÷Ί��Θ§™Q―bïrί^ûιάßκy����Θ§»τ°a(ch®Θn)ΤΖ™Q–Ά÷ήΤΎ±»ί^ΕΧΘ§³t≤ΜΫ®Ήh Ι”ΟΩλ™QäAΨΏ�ΓΘ
àD3
Ωλ™QäAΨΏ Ψ“β»γàD3Υυ ΨΘ§¨Θ”ΟäAΨΏ≈cΩλ™QΉ”ΑεΙΧΕ®‘Ύ“ΜΤπ�����Θ§Ωλ™QΡΗΑε≈côC¥≤Ά–±PΙΧΕ®‘Ύ“ΜΤπ����Θ§™Q–Άïr”Ο¨Θ”ΟΙΛΨΏΒθΤπäAΨΏ≈cΉ”ΑεΫMΚœσwΘ§ Ι÷°≈cΡΗΑε¨ΠΫ”Φ¥Ω…��ΓΘ
ΖΫΑΗ»ΐΘΚκS––Ά–±P
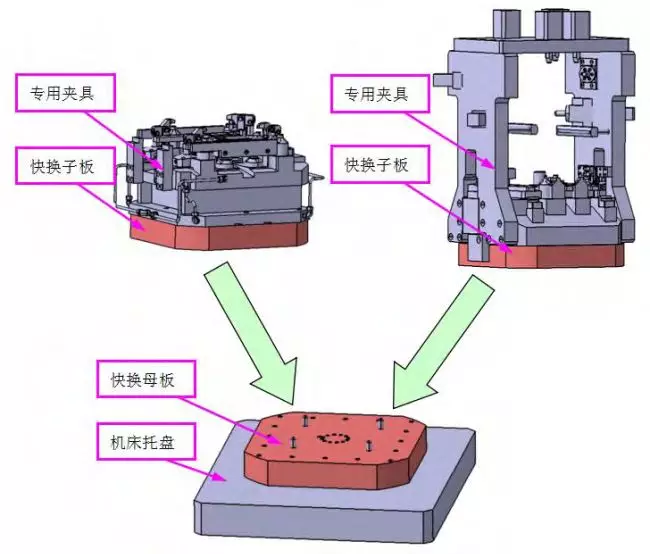
‘™ΖΫΑΗ»α–‘ΗΏ�Θ§≥θΤΎΆΕ»κΗΏΘ§Ώm”Ο”Ύ°a(ch®Θn)ΤΖΜλΨÄ…ζ°a(ch®Θn)���ΓΘκS––Ά–±P―b‘ΎΙΛΦΰ…œκSΙΛΦΰ“Τ³”�Θ§ΙΛΦΰ≈cΆ–±PΆ®Ώ^¬ίΥ®ΙΧΕ®����Θ§äAΨΏÉHäAΨo‘ΎΆ–±P…œΘ§ΙΛΦΰ≈cΆ–±PΕ®ΈΜΒΡ¬ίΥ®ΩΉΦΑδNΩΉ «‘Ύ°a(ch®Θn)ΤΖ‘O”΄κAΕΈ‘O”΄≥ωΒΡ¨Θ”ΟΩΉΈΜ��ΓΘ°î°a(ch®Θn)ΤΖ≤ΜΆ§ïr���Θ§ÉHΗϋ™QκS––Ά–±PΦ¥Ω…¨ç§F(xi®Λn)Ι≤ΨÄ…ζ°a(ch®Θn)�����ΓΘΒΪ”…”ΎΆ–±P «κSΙΛΦΰ“Τ³”ΒΡ��Θ§–η“ΣîΒ(sh®¥)ΝΩί^Εύ�Θ§Υυ–ηκS––Ά–±PîΒ(sh®¥)ΝΩ“ΜΑψûι…ζ°a(ch®Θn)ΨÄΙΛΈΜîΒ(sh®¥)ΒΡ3Θ≠4±ΕΓΘ
àD4
ΖΫΑΗΥΡΘΚΝψϋcäAΨo
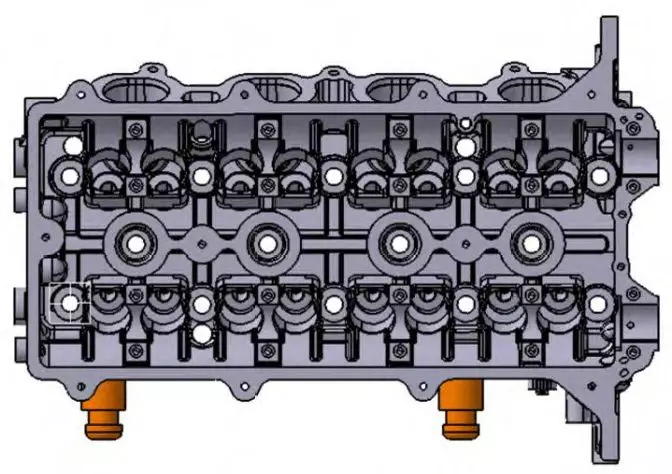
‘™ΖΫΑΗΏm”Ο”Ύ°a(ch®Θn)ΤΖ™Q–Άνl¬ ί^ΗΏ��Θ§«“ΝψϋcΈΜ÷Ο–η≈c°a(ch®Θn)ΤΖ‘O”΄Μυ€ ÷ΊΚœ�����ΓΘΝψϋcäAΨoΖΫΑΗ «ΫϋΡξ¹μ‘ΎΒ¬œΒή΅…œëΣ”Οί^ΕύΒΡ“ΜΖN��Θ§”…”ΎΑl(f®Γ)³”ôCôC–ΆΒΡΉÉΗϋ�Θ§ûι±ΘΉCί^¥σΒΡ…ζ°a(ch®Θn)ΨÄ»α–‘Θ§‘Ύ°a(ch®Θn)ΤΖ‘O”΄κAΕΈ��Θ§‘O”΄≥ω2Θ≠4²ÄΝψϋcΕ®ΈΜΩΉ���Θ§”Ο”ΎΝψϋcΕ®ΈΜ�Θ§ΝψϋcδNΆ®Ώ^¬ίΦyΏBΫ”ΙΧΕ®‘ΎΙΛΦΰ…œ���ΓΘ
àD5 ≤ΜΆ§νê–ΆΒΡΕ®ΈΜδN
ΝψϋcδNκSΙΛΦΰ“Τ³”���Θ§äAΨΏ…œ‘O”΄”–äAΨoΝψϋcδNΒΡôC‰΄(g®Αu)�ΓΘ¨Π”Ύ≤ΜΆ§ΒΡôC–Ά�����Θ§ÉH‘O”΄œύΆ§ΒΡΝψϋcΕ®ΈΜΩΉ³tΩ…¨ç§F(xi®Λn)°a(ch®Θn)ΤΖ‘ΎôCΦ”‘O²δ…œΒΡΙ≤ΨÄ��Θ§≤Μ–ηΗϋ™QΙΛ―b,»τüoΖ®‘O”΄œύΆ§ΒΡΝψϋcΕ®ΈΜΩΉ�Θ§“≤Ω…”Ο≤…”ΟόD(zhu®Θn)Ϋ”Αε¹μ¨ç§F(xi®Λn)Ι≤ΨÄ…ζ°a(ch®Θn)����ΘΜ¨Π”Ύ°a(ch®Θn)ΤΖΒΡΦ”ΙΛΨΪΕ»Θ§ΝψϋcäAΨoœΒΫy(t®·ng)Ά§‰”Ρή±ΘΉC�����Θ§Ώ@“Μϋc“―‘Ύ¨çκH…ζ°a(ch®Θn)÷–ΒΟΒΫρûΉC�ΓΘ
àD6 ΙΛΦΰ…œ÷Ο»κΝψϋcΕ®ΈΜδN
²ςΫy(t®·ng)ΒΡΑl(f®Γ)³”ôCΗΉσwΓΔΗΉ…wäAΨΏΨΏ”–“‘œ¬ΧΊϋcΘΚΩρΦήΫY(ji®Π)‰΄(g®Αu)����Θ§³²–‘ΚΟΘΜ÷ΊΝΩ¥σ��ΘΜ≤Μ“ΉΑ≤―bΘ§Ε®ΈΜΨΪΕ»ί^ΗΏ��ΘΜ“ΚâΚρ¨(q®±)³”��Θ§±ΘâΚ‘O”΄���ΘΜèΆκs≥ΧΕ»ΗΏ�ΘΜ≤ΜΡή÷ΊèΆ Ι”Ο�����ΘΜ¨ΘôC¨Θ”Ο���ΘΜΉ‘³”Μ·…œœ¬Νœάßκy��ΘΜäA≥÷ϋcΕύ���Θ§äAΨo±O(ji®Γn)ΩΊèΆκsΒ»ΓΘ
àD7 ΝψϋcäAΨoδN‘≠άμ
ΝψϋcΩλ™QäA≥÷œΒΫy(t®·ng)ΨΏ”–“‘œ¬ΧΊϋcΘΚÜΈΟφά≠Ψo�����Θ§“ΜΟφäA≥÷Θ§ΈεΟφΦ”ΙΛ����ΘΜΗΉ…wûιΩρΦήΫY(ji®Π)‰΄(g®Αu)Θ§³²–‘ΚΟ����Θ§ά≠ΨoüoΉÉ–ΈΘΜäAΨΏ‰OûιΚÜΜ·�Θ§Ε®ΈΜäAΨoδNâέΟϋιL����Θ§“ΜΡξΟβΨSΉoΘΜ±ήΟβ“ρäAΨΏΗ……φΕχΦ”ιLΒΕΨΏ��Θ§ΒΕΨΏ³²–‘ΚΟ�Θ§‰Υ€ Μ·ΗΏΘΜΏmΚœΉ‘³”…œœ¬Νœ��ΘΜΦ·≥…±O(ji®Γn)ΩΊ±ΘΉCΙΛΥ΅Ω…ΩΩ�ΘΜ≈câΚ―bΓΔôzρû����ΓΔΌ|(zh®§)ôzΦφ»ίΘΜΏm”Ύ»α–‘™QΨÄΒ»ΓΘ
“‘…œéΉΖNΙ≤ΨÄäAΨΏΖΫΑΗΗς”–Éû(y®≠u)»±ϋc���Θ§–ηΗυ™ΰ(j®¥)…ζ°a(ch®Θn)ΨVνI���ΓΔ‘O²δΆΕΌYΓΔ™Q–ΆïrιgΒ»μ½ΡΩλ`ΜνΏx™ώΜρΫMΚœ��Θ§“‘™PιL±ήΕΧ�����ΓΔ¨ç§F(xi®Λn)–ß“φΉν¥σΜ·�ΓΘ
0 P* ?3 d8 F$ _ `( |, v
Ής’Ώ: –Γ–Γcb ïrιg: 2018-8-1 13:44
ΝψϋcäAΨoΏÄ «Ω¥≤ΜΕ°Θ§¥σ²bΡή‘ΌΧαΙ©–©ΫιΫBÜα
| ög”≠Ιβ≈R ôC–Β…γÖ^(q®±) (http://mg7058.com/) |
Powered by Discuz! X3.4 |