�C�^(q��)
���}: ���ڼ���(n��i)ǻ�ӹ����� [��ӡ���]
����: jiajoin �r�g: 2018-8-6 16:57
���}: ���ڼ���(n��i)ǻ�ӹ�����
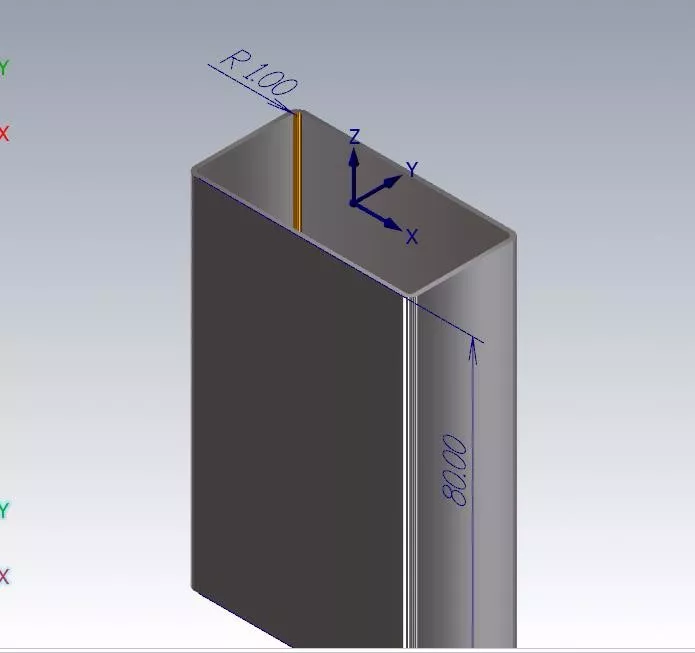
�y�}һ�� ���ڼ���(n��i)ǻ�ӹ�����
���w���r���X�������80��ں�1mm
�D1
˼�S����
A���X������ͨ�����亸����������
B��ԇԇ���̓�(n��i)ǻ�������S�������������Û���b�ϣ�β���ס���ӵ������������������
C����С��Ԓ���k������Ϟ����ʯ�����������Ԓ���߀��Ҫ����(n��i)���b�á�
D�����սǵ�����
�y�}�����Ԅӻ��b�A����
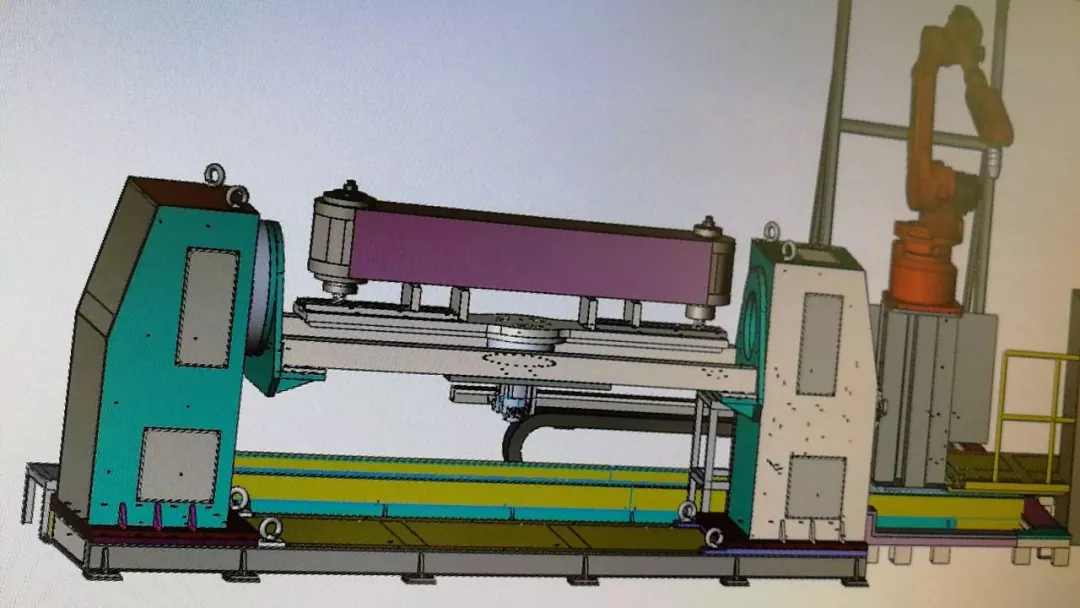
���w���r����(n��i)����60��160������600kg������F(xi��n)�����ք��b�A��������Ğ��Ԅ��b�A�����I�˃ɂ���ӿ��P�г�̫С���������������늴��F���ض�̫��Ӱ��������Л]�к��c�ă�(n��i)�νY(ji��)��(g��u)���
�D2
�D3
˼�S����
A������2����צͬ���A�ߣ�צ���Ƀ�(n��i)�ε�������
�D4
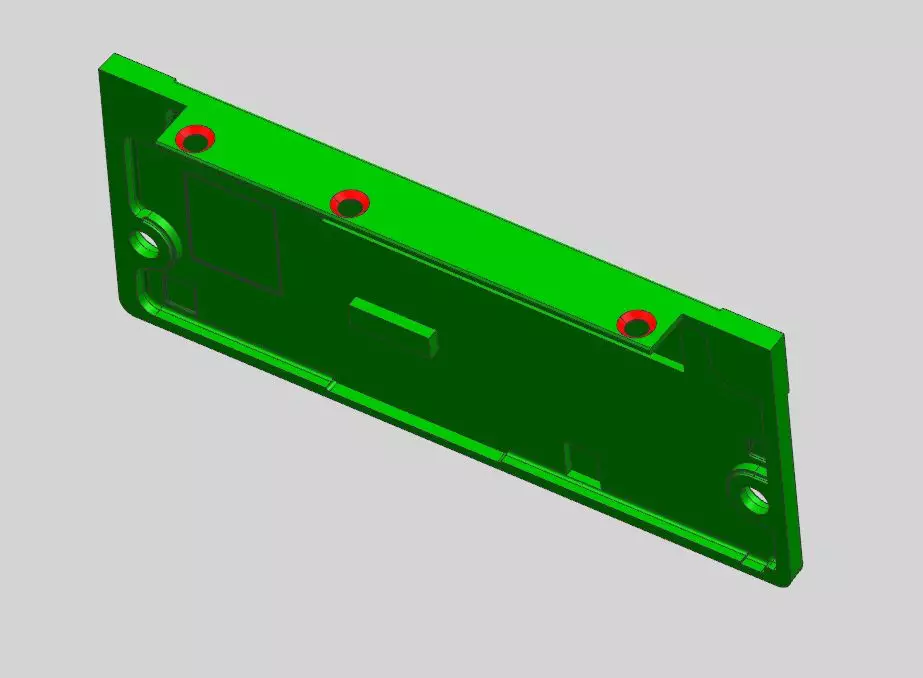
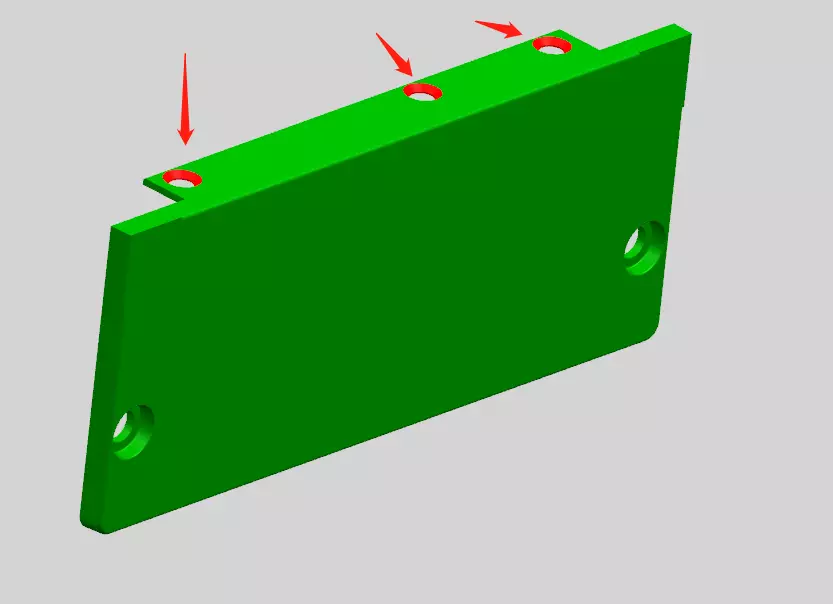
�y�}������Ч��ɳ���ӹ��A�߷���
���w���r:
�D5
�D6
˼�S����
A������֧�Κ��ס���棬������P���������
B��
�D7
! f$ ~6 t3 v. i. h! s8 ~5 S4 U
����: �h�� �r�g: 2018-8-6 17:13
�@�N�X�Ğ�ʲô��ֱ���_�T��ģ���a(ch��n)����
����: ܊CSJ �r�g: 2018-8-6 17:57
�f���������ҿ����y�y�������һ�����������ۏ�֮�ӆ���������ǃ�(n��i)ǻ߀�DZ���Ҫ��������������ۏ�����ӹ����ڶ��������Ŀǰ360�����D(zhu��n)��Ԓ�����Ԅ��b�A����Һ������������b�����c�Ұ��������@�ׂ����}������漰����߀�ǺV�ģ��M��W���W����������Q��ϣ�����Է�������������ĸ��x��
����: ���F�w �r�g: 2018-8-7 07:59
�D���|������Ϥ
| �gӭ���R �Cе��^(q��) (http://mg7058.com/) |
Powered by Discuz! X3.4 |