機(jī)械社區(qū)
標(biāo)題: 起亞汽車:我們是這樣設(shè)計(jì)柔性化生產(chǎn)線的 [打印本頁]
作者: jiajoin 時(shí)間: 2018-8-17 09:49
標(biāo)題: 起亞汽車:我們是這樣設(shè)計(jì)柔性化生產(chǎn)線的
近年來�,隨著汽車行業(yè)固定資產(chǎn)投資穩(wěn)步增長����,在激烈的市場競爭中����,柔性化生產(chǎn)線以其高自動(dòng)化率、多功能�����,已經(jīng)逐步替代傳統(tǒng)的專用生產(chǎn)線���。
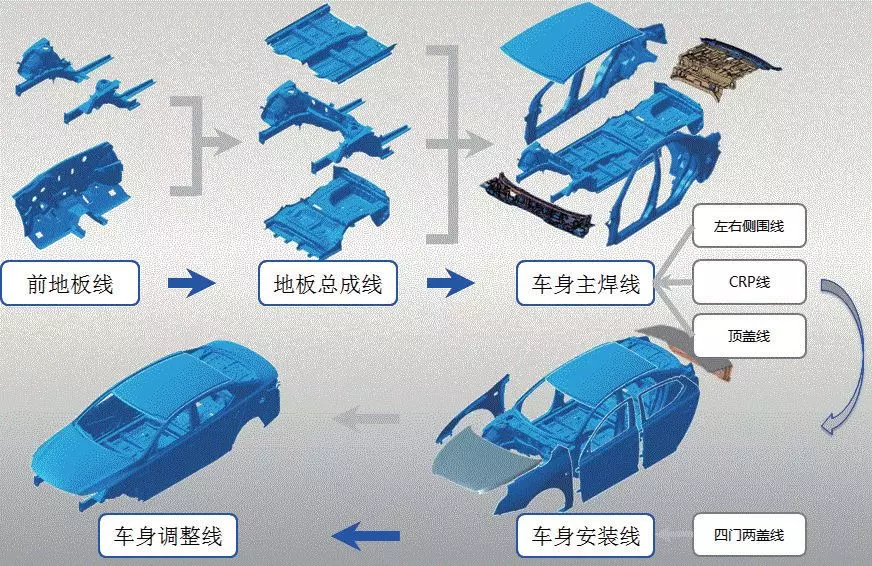
車身工藝及車身生產(chǎn)線汽車生產(chǎn)有五大車間���,PRESS SHOP負(fù)責(zé)將汽車鋼板沖壓成形,BODY SHOP負(fù)責(zé)將沖壓車間的沖壓件及其他部品組焊成BIW��,然后轉(zhuǎn)序進(jìn)涂裝�,涂裝對BIW進(jìn)行防腐防銹及上漆處理�����,轉(zhuǎn)序進(jìn)總裝���,完成汽車制造。其中BODY SHOP的工藝���,如圖1所示���。
圖1 BODY SHOP生產(chǎn)工藝
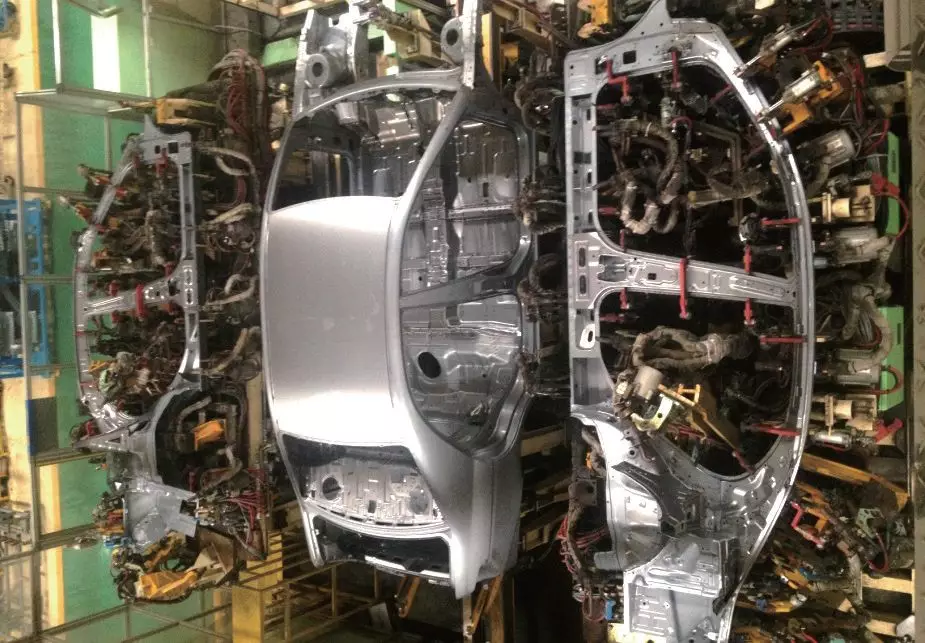
傳統(tǒng)車身專用生產(chǎn)線及其局限車身專用生產(chǎn)線針對單一車型開發(fā)(見圖2),若再開發(fā)新車種生產(chǎn)時(shí)����,就必須異地或遷移現(xiàn)有焊裝線后重新建設(shè)焊裝線。部件生產(chǎn)工序的每一個(gè)工位�����,都會(huì)有一套固定夾具��,因此會(huì)帶來一定的重復(fù)定位誤差���。如果車型更新?lián)Q代或者被淘汰�����,生產(chǎn)線必須拆除重新開發(fā)����。不論從設(shè)計(jì)角度,還是從市場角度��,它都不再能滿足如今消費(fèi)者的多元化需求���。
圖2 專用生產(chǎn)線
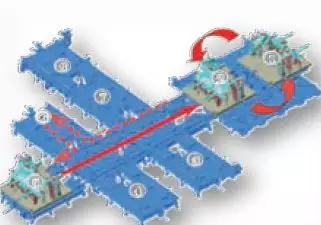
柔性化生產(chǎn)線柔性化焊裝線,是指在相同的地方同一條生產(chǎn)線上可以同時(shí)滿足多個(gè)車種的生產(chǎn)�,每次開發(fā)新車型時(shí),只需增加部分專用設(shè)備���,改造事先預(yù)置的通用設(shè)備����,調(diào)試各種共用化程序�����。
圖3 柔性化生產(chǎn)線
焊裝生產(chǎn)線綜合夾具焊裝車間的主要生產(chǎn)方式包含:點(diǎn)焊、CO2保護(hù)焊���、激光焊接及壓力成形��。相應(yīng)的夾具都以組焊夾具形式出現(xiàn)�,融合電氣及控制技術(shù)�,最大限度發(fā)揮柔性生產(chǎn)線的優(yōu)勢。焊裝的夾具組�,都是結(jié)合面定位、點(diǎn)定位�����、定位銷定位以及夾緊定位的結(jié)合����。本文主要介紹主線合成機(jī)、側(cè)圍臺車����、行李箱可移動(dòng)旋轉(zhuǎn)臺等。
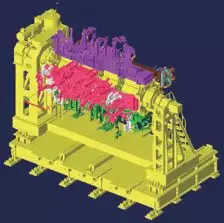
圖4 柔性合成機(jī)結(jié)構(gòu)
主合成工位��,是柔性化生產(chǎn)的最關(guān)鍵工位�,柔性化生產(chǎn)能夠容納的車型種類,取決于合成機(jī)的綜合夾具。以圖4和圖5為例���,合成機(jī)具備四套綜合夾具��。
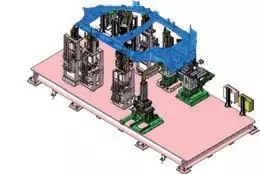
圖5 柔性合成機(jī)
臺車夾具也是柔性化生產(chǎn)線的關(guān)鍵設(shè)備(見圖6和圖7)�����,臺車安裝生產(chǎn)所需要的綜合夾具�,根據(jù)生產(chǎn)需要投入����,跟隨工件一起在生產(chǎn)線上流動(dòng)�����。避免了重復(fù)定位的誤差�,配合現(xiàn)代化的機(jī)器人焊接,產(chǎn)品具備很高的一致性和穩(wěn)定性����。使得產(chǎn)品質(zhì)量和精度都能得到有效的控制。
圖6 側(cè)圍臺車示意
圖7 側(cè)圍臺車生產(chǎn)
旋轉(zhuǎn)臺(見圖8)具備兩個(gè)以上的工作臺�����,每一工作臺安裝一整套夾具。每個(gè)工作臺���,可以根據(jù)生產(chǎn)指令切換�。旋轉(zhuǎn)臺包含上件工位與焊接工位����。焊接工位進(jìn)行焊接的同時(shí),工人或者機(jī)器人可以完成上件工作�����。焊接完成以后�,焊接工位的工件會(huì)由機(jī)器人運(yùn)走,之后旋轉(zhuǎn)工作臺旋轉(zhuǎn)�����。進(jìn)行下一次的工作循環(huán)�。
圖8 行李箱蓋旋轉(zhuǎn)工作臺的生產(chǎn)
柔性化生產(chǎn)的夾具切換柔性化生產(chǎn)線的實(shí)現(xiàn),最關(guān)鍵的是在同一工位�,可以實(shí)現(xiàn)不同車型夾具的切換。車身制造的過程中�,根據(jù)不同的切換方法��,可以分為整體切換���、局部切換以及全伺服切換。
整體切換����,生產(chǎn)工位具備多套生產(chǎn)夾具,是指在生產(chǎn)過程中����,用旋轉(zhuǎn)或者移動(dòng)的方式,將一整套生產(chǎn)夾具�����,切換到生產(chǎn)工位�����。主要有旋轉(zhuǎn)工作臺切換�����,可移動(dòng)旋轉(zhuǎn)工作臺切換�,臺車切換。
圖9 臺車切換方案
局部切換�����,主要發(fā)生在不同工件定位部分有大部分相同����,只有局部有差異的情況。現(xiàn)代設(shè)計(jì)當(dāng)中���,許多經(jīng)過市場檢驗(yàn)�����,得到認(rèn)可的設(shè)計(jì)都可以模塊化�����,這樣充分發(fā)揮了優(yōu)秀設(shè)計(jì)的成果�����,縮短了開發(fā)周期�。當(dāng)進(jìn)行產(chǎn)品換代的時(shí)候�����,只在局部定位有改變。相應(yīng)的夾具����,也只在局部有變更。在車身生產(chǎn)中�,地板定位只需切換后輪罩部分定位,因此主線臺車��,往往會(huì)在輪罩部位進(jìn)行局部切換���。
圖10 主線臺車局部切換
理論上講�����,足夠精細(xì)的伺服夾具��,可以根據(jù)數(shù)模��,適用于各種車型�����。未來的伺服夾具�,可以用一個(gè)工位�����,減少臺車投入數(shù)量和夾具投入數(shù)量�����,大幅度節(jié)省空間�����。
. _7 R. A3 b' F8 [9 O3 K
作者: 失控的理想 時(shí)間: 2019-3-6 10:52
謝謝分享
作者: anxin_jing 時(shí)間: 2019-4-10 13:12
學(xué)習(xí)了����,感謝分享
| 歡迎光臨 機(jī)械社區(qū) (http://mg7058.com/) |
Powered by Discuz! X3.4 |