機(jī)械社區(qū)
標(biāo)題: 創(chuàng)新案例:用「243位輪式刀庫」造夾具 [打印本頁]
作者: jiajoin 時(shí)間: 2018-8-28 09:42
標(biāo)題: 創(chuàng)新案例:用「243位輪式刀庫」造夾具
夾具俠一直以來致力于分享創(chuàng)新產(chǎn)品�,希望能夠以案例來促進(jìn)生產(chǎn)效率。先進(jìn)的夾具使加工更高效�����,那生產(chǎn)夾具的過程怎么也變高效呢����?這是一個(gè)有趣的問題:夾具是工藝裝置,同時(shí)它本身也是產(chǎn)品��。
下面就來看一下兩家頂級(jí)廠商的合作為夾具生產(chǎn)過程帶來了什么改變���?
- DMG德馬吉:國內(nèi)市占率前列的機(jī)床企業(yè)
- SCHUNK雄克:夾持系統(tǒng)產(chǎn)品多達(dá)11,000多種
) U! V- J/ f8 O% X3 {% v% o( l
36個(gè)裝夾位的加工區(qū)▲大型立方形加工區(qū)允許使用多達(dá)36個(gè)裝夾位的方箱夾具
11,000多種產(chǎn)品的廣泛性要求需要的靈活性。正是產(chǎn)品的廣泛性�,將順序式生產(chǎn)流程不斷拉長,以致達(dá)到實(shí)際和經(jīng)濟(jì)的極限�。軟面加工中,銑削加工需要四次裝夾����,結(jié)果是長時(shí)間的裝夾和大量非生產(chǎn)性時(shí)間�����。
與以前多步加工方式不同�����,五軸生產(chǎn)系統(tǒng)結(jié)合和特別設(shè)計(jì)開發(fā)的高靈活性夾持系統(tǒng)��,使加工工件種類達(dá)到400余種�����。用車/銑復(fù)合加工中心加工特殊卡盤的夾爪����,縮短生產(chǎn)周期時(shí)間達(dá)50 %��。
自動(dòng)生產(chǎn)400種工件目標(biāo)之一是生產(chǎn)全部400種夾爪����,批次大小在20至80件之間,用方箱夾具而且只需一臺(tái)加工中心��,連接托盤交換系統(tǒng)后保證了機(jī)床更長的工作時(shí)間。
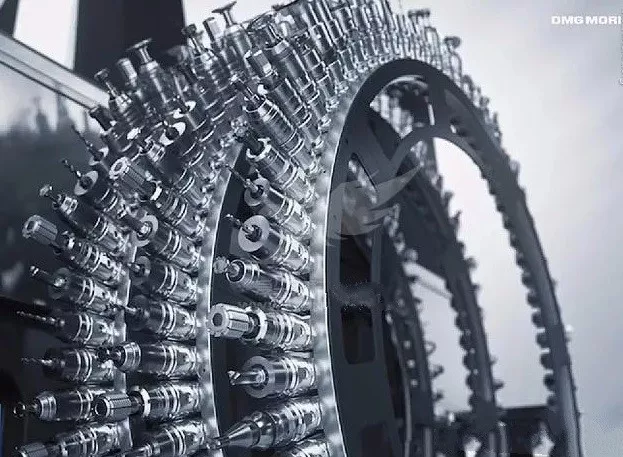
輪式刀庫:在加工的同時(shí)裝夾具有大型立方形加工區(qū)的DMC 125 U系機(jī)床可加工的工件尺寸達(dá)1,250×1,600 mm���,十分適合使用較高的方箱夾具����。由于夾具重量大��,為其設(shè)計(jì)開發(fā)了更高承重能力的專用機(jī)床托盤�����,從標(biāo)準(zhǔn)承重2,000 kg提高到2,500 kg�。由于加工件的品種繁多和姊妹刀的使用,采用243位輪式刀庫���。
采用刀庫占用的空間很少���,且允許在加工的同時(shí)裝刀,避免無效的非生產(chǎn)時(shí)間��。為擴(kuò)大生產(chǎn)能力就需要增加機(jī)床��,市場(chǎng)上幾乎所有的機(jī)床都采用大型鏈?zhǔn)降稁臁?/font>
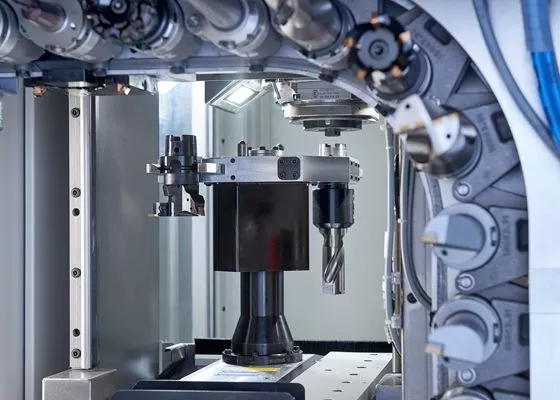
裝載36個(gè)裝夾位需時(shí)不超過15分鐘帶兩個(gè)裝夾位的托盤系統(tǒng)共提供16個(gè)機(jī)床托盤���。生產(chǎn)時(shí)使用大型臥式方箱夾具�����,每個(gè)提供36位雙驅(qū)動(dòng)夾具�����。這些夾具采用快換鑲件��,無需螺栓���,用安全插銷插入和拆卸。結(jié)果就是更換一個(gè)36個(gè)裝夾位的方箱夾具���,需要的時(shí)間不超過15分鐘�����。同時(shí)X軸�、Y軸和Z軸定位精度優(yōu)于 5 μm�。
特殊定制產(chǎn)品縮短50%以上周期除1,200種標(biāo)準(zhǔn)夾爪外,還有大量特殊的定制產(chǎn)品,其中大約25 %需要車削加工�����。以前��,需要在完成多步銑削加工后����,用車床加工。使用銑/車復(fù)合加工工藝能夠提高響應(yīng)速度和更靈活地響應(yīng)要求�。在用5軸加工中心加工的特種夾爪中,批次大小從僅3件到12件���。
▲零點(diǎn)定位系統(tǒng)
經(jīng)過改造將VERO-S零點(diǎn)夾持系統(tǒng)用在銑/車復(fù)合加工中心上和FD工作臺(tái)上����。為了優(yōu)化裝夾時(shí)間�����,還部署了數(shù)字化工藝鏈,在任務(wù)準(zhǔn)備���、仿真和確定夾持設(shè)置的同時(shí)���,創(chuàng)建加工程序,這縮短了一半的周期時(shí)間。
結(jié)語對(duì)于標(biāo)準(zhǔn)產(chǎn)品��、特殊定制產(chǎn)品兩種加工情況��,上述方案都能縮短裝夾次數(shù)��,不僅縮短周期時(shí)間�,還能提高精度,五軸機(jī)床和夾具間的協(xié)調(diào)配合使加工步驟不再依賴于特定工件�。
5 X- \6 a! R3 W; P0 ]
| 歡迎光臨 機(jī)械社區(qū) (http://mg7058.com/) |
Powered by Discuz! X3.4 |