�C�^(q��)
���}: ������������܇���ӹ���ˇ������ [��ӡ���]
����: jiajoin �r�g: 2019-1-7 11:40
���}: ������������܇���ӹ���ˇ������
��������� jiajoin �� 2019-1-7 11:44 �� * x0 i i. b0 v6 Y! ]4 ~% U1 [
0 I) R4 `6 Q3 l, D' ^* L v��2017���_ʼ�������Ј������߸�������w�����^�m(x��)ƽ��(w��n)�l(f��)չ�����ИI(y��)��I(y��)���D���������������M��������Ј�������ڰl(f��)����̵�׃���{�����������Cе�ӹ��Ј�Ҳ��ȥ�ꌍ�F�˶��겻Ҋ�ă�λ�����L��������e����܇�ИI(y��)��������ʢ�ͺ��캽���I(y��)����չ������������ߘI(y��)���F�˽�������y�õĹ�������ľ�������������@�����L���^ֱ��Ŀǰ߀�]�зž���څ��������
���˓�ռ�Ј����~�������Ј������б����I�ȵ�λ������a���̎�ʼ�K�挦�����͆μ��ɱ��ĉ���������x����㊕r���������߽���ȥ����ͬ�r���C�ӹ��^�̵Ŀɿ��ԺͰ�ȫ���������ԭ���Ϻܰ��F�r������U����һ������Ҫ����������
���ʹ���m����㊵������͈�U��������@�����}���P��Ҫ��
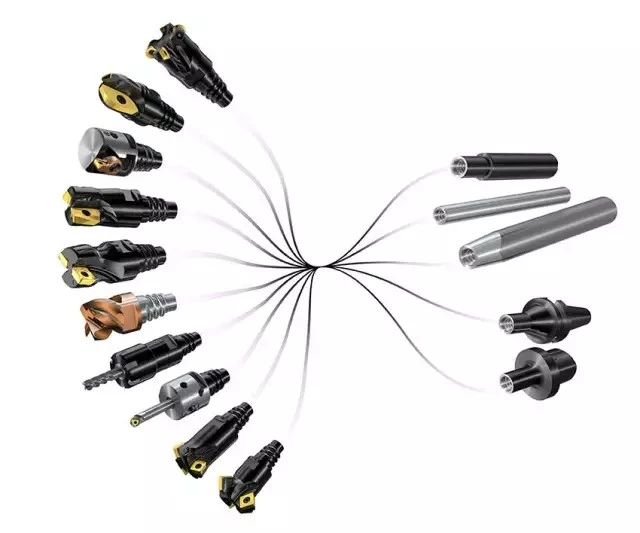
�@�����]һ�NСֱ����������M�o�����������ڼӹ�܇�g�������F�������ă�(y��u)��������aƷ��һ�N���Dλ��Ƭ㊵��������
���Dλ��Ƭ㊵�
, S( f0 V& `, c; M0 o# d0 h
1�������aƷ��(y��u)��
�@һ��͵ĵ��ߌ��ڸ��M�o��㊵�������㊵��ĵ�Ƭ�����������M�o����������҆μ��ɱ������MͶ�벻�ߣ��s���_���O��ߵĽ���ȥ���������������������������⣬�@�N㊵��������ėl�����еĵ�Ƭ�������������^�ߵĽ���ȥ���ʣ��ȿ���߳ɱ�Ч�������ֿ�������aЧ�ʡ�
�������X������ʹ�üӹ��^���в�ֹһ����Ƭʼ�K�����������������и�ƽ��(w��n)���������ܺ��͵�����ɱ���
������4�l�����еĵ�Ƭ�ĵײ�
�����^�̷�(w��n)�����c�߽���ȥ���ʵ��Pϵ���}�����@��߲�����iLock™ ��Ƭ���ӿ������Ƭ����iLock�ӿڣ��@���ڵ�Ƭ�c��Ƭ��֮�g��һ�N��ȫ�i�o�ӿ������@�N�ӿڿ��Է�ֹ������������Ӱ푶�ʹ��Ƭ�������^���Юa�����Ƅ��������
2�����ȫ����
iLock���ڵ�Ƭ�c��Ƭ��֮�g��һ�N��ȫ�i�o�ӿ���������@�N�ӿڿɷ�ֹ����������Ƭλ�õ�Ӱ�����������iLock�ĵ����ڵ��w�ĵ�Ƭ������܉������X���ڵ�Ƭ���������IJ�������Ա��i�o����Ҳ�Ǹ��Ƶ�Ƭ�A�o�����������߾��ȡ����L����ʹ�É�������ͬ�r�кܺõ���м�����������߀�И˜ʵă���ͨ�������@Щͨ��������㊵����w���Џ����������@�ӿ��Mһ����(y��u)����мЧ�����_��������(y��u)�����Ҫ��
3���ԇ��
�ܶ�S���������������r�����R���T������(zh��n)�����ڸ����������L�r�g�B�m(x��)�����ӹ���Ӳ�ȡ���ĥ䓼�����ɺܴ�ĵ�Ƭ����ĥ�p����ӹ����g�ĜضȲ��ӌ��µĵ����Ѽy�γɣ���������aЧ�ʵIJ����½��������
��P20䓣�320 Hb���ƵĊA���M����㊵Ķ��ԇ��У�ʹ��ֱ����25 mm�@�㊵�������㊵��Č��ȣ�
1.ȥ��������26���������76��������ÿ�֣�4.64 in3/min�����ӵ�96��������ÿ�֣�5.86 in3/min�������Խ�������μ��ɱ�������
2.����ʹ�É������L��25��������4��������������ӵ�5������
���������飺����0.7mm��0.028Ӣ�磩����Ќ�19mm��0.748Ӣ�磩�������ٶ�171 m/min��561 ft/min���������M�o0.55 mm/�D��0.022Ӣ��/�D�����S�D��2178 rpm��
���@�㊵�Ҳ�m���ں��չ��I(y��)���������T��ģ�T���ͨ�ù��̺�ʯ�ͺ���Ȼ���ИI(y��)�Ⱦ�������ļӹ�܇�g�����H���������㊵�߀������������������������M����ǻ�ӹ�����ڸ��M�o�ּӹ���㊺ͣ���ʹ��ֱ����13��32 mm��0.512��1.26Ӣ�磩�����M�е���ǻ�ӹ���Ҳ�dz����m��
4������aƷ����
[attach]472655[/attach]
ģ�K��EH�OӋ��Ҫ���L����đ��������������кܴ�ă�(y��u)�ݡ�
ģ�K�������c�ψD�еĮaƷ����ʹ�������ɜp�ٵ��ߎ����������
���߽���ģ�K��EH�Ľӿڣ����c�p��ӱ�����ʹ��������t�ɑ�������Ҫ�L���쵶�ߵđ����������ܴ����ӹ��ɿ��Ժ����aЧ������
���캽������ӹ����������²��|
z! s0 X: w3 T+ T4 ^' j�����ں��캽������ӹ��ĸ��M�o���ISO S�����Ǿ��Ъ��ز��ͺͲ��|����㊵��������ں��հl(f��)�әC�ͽY���������о��в��ı��F�������������ISO S���ϵ���������������_��⁺Ͻ��懻��Ͻ��ļӹ��ɿ��Ҹ��г�Ч�������
�����B�ɿ�ᘌ���ͬ���پ�������ļӹ���Ӳ�|�Ͻ���㊵�������Ҫ����ʯ�ͺ���Ȼ��������t(y��)����ِ܇�\�ӵ��I�� (����⁺�懺Ͻ�׃��Խ��Խ�ձ�) ���µ����OӋ�����
�ӹ�⁺Ͻ����㊵���
���ߞ�6�X�����в��^��������������в����X���OӋ�������GC1745���|�����h���ҿɿص������пɑ����dz������̵�������r�������о���ߴ罛�^��(y��u)����������⁺Ͻ�ӹ��о��и��ߵĄ��ԣ�������A���돽�������ǰ�Ǻͺ�Ǿ����Tᘌ��@Щ���̲��ϵļӹ����OӋ���Ϳ�Ӿ��г�ɫ����ĥ�Ժ͵͟�������Ǟ������L���߉����ʹ_���ӹ���ȫ��
�ӹ�懻��Ͻ����㊵���
����GC1710���|������ڼӹ�����Ӳ�|�c�������ճ�ԡ�����Ӳ�����ϕr�@����ܳ��ܸ߹���ؓ��������㊵������h���ҿɿص������У�Ϳ�ӷ�����н��ͱ���ճÓ����������܉�����γɷeм�������L���߉��������ܴ��������aЧ��������
�µ��ߵ��OӋ�ɴ_�����S������ (ap) ��С�������� (ae) �Լ��ɿ������м��ȵĸ��M�o��㊣��܉���Ч���������������F�������������aЧ�ʵ����������˸��߮a����������߉��������L�Ϳɿ��Ե������ֽ����˸߃rֵ����Ĉ�U�ʣ�߀�Mһ�����͵��߆�����ɱ�������˰�ȫˮƽ�������Դjiajuxia
& ?8 h# v9 z. z h4 d. v
����: �n��11 �r�g: 2019-1-7 20:37
ģ�K�����ߺ��Ǻ�������ǃr��̫�F��������һ�����I(y��)���ܲ��ˣ��e�Ǜ]���Լ��aƷ��������ֵ�͵Ĵ�����I(y��)
����: δ����һվ �r�g: 2019-1-7 20:58
�@�N�ݼy�ӿ�������Ҋ���
����: �еò�Ҫ�� �r�g: 2019-4-29 07:12
��Ӳ����ֱ���҇��a�ģ��ԃr�Ƚ^��ʽ������������Ƭ�ě]�k��������߀�ǵ����M�ڵ����
| �gӭ���R �Cе��^(q��) (http://mg7058.com/) |
Powered by Discuz! X3.4 |